монтаж поліпропіленових труб своїми руками - завдання, посильна для всякого, хто володіє більш-менш навиком фізичної роботи.
Висока надійність зварних з'єднань дозволяє виробляти прихований монтаж трубопроводів - з закладенням в конструкцію будівлі. Це створює додаткові переваги з точки зору дизайну приміщень.
Деякі загальні правила зварювання пластикових труб
Існує два способи з'єднання пластмасових труб - враструб і встик. Незалежно від способу з'єднання, при зварюванні поліпропіленових труб необхідно дотримуватися певних правил, без дотримання яких висока міцність шва не може бути гарантована.Добре зварюються можуть тільки термопласти одного хімічного складу, тобто труби ПП типу 3 повинні з'єднуватися з трубами і фітингами з ПП типу 3. У цьому випадку при нагріванні до певної температури, вироби мають однакову плинність, що забезпечує якісне з'єднання. За умови однакової марки труб, їх колір значення не має. Він визначається дуже малою кількістю хімічно нейтрального пігменту, що не робить впливу на зварюваність.
Зварювані частини труб і інструмент повинні бути чистими. Особливо негативно позначається на якості з'єднання наявність на поверхні деталей масла і жиру. Їх потрібно видаляти за допомогою спирту, ацетону або інших розчинників. Інструмент слід очищати спиртом. Використовувана для цих цілей ганчір'я не повинна залишати волокон.
До забруднень можна віднести і зовнішній шар полімеру, який зазнавав руйнування під дією ультрафіолету і кисню повітря. Видалити його можна тільки механічною зачисткою. Іноді на поверхні труб може утворитися конденсат, яка також становить небезпеку для з'єднання. Перед зварюванням її потрібно видалити сушінням.
Не потрібно намагатися прискорити охолодження з'єднання за допомогою води або холодного повітря. Швидке охолодження шва може привести до виникнення напружень, що знижують його міцність. Якщо зварювання поліпропіленових труб відбувається при низькій температурі навколишнього повітря, потрібно уповільнити охолодження, укривши шов тканиною або утеплювачем.
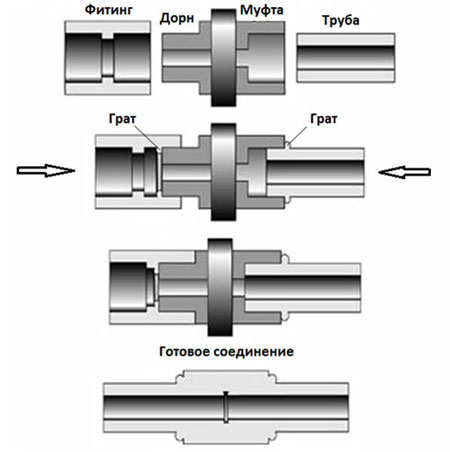
Сварка пластикових труб враструб є основним способом з'єднання при монтажі трубопроводів різного призначення в будинках і квартирах, оскільки призначена вона переважно для з'єднання труб невеликих діаметрів.Для зварювання поліпропіленових труб використовуються фітинги (кути, трійники, відводи) з того ж матеріалу, що і самі труби. Використання додаткових сполучних деталей можна розглядати як недолік способу, оскільки одночасно з з'єднує функцією вони також грають роль елементів, що забезпечують зміну напрямку трубопроводів.
Схематично процес зварювання враструб є оплавлення поверхонь, що сполучаються (зовнішній поверхні труби і внутрішньої - фитинга) за допомогою спеціального нагрівального інструменту, складання нагрітих деталей (вставка труби в фітінг) і залишення їх в такому положенні до охолодження.

З'єднання враструб є більш надійним, ніж зварювання встик. Сам характер з'єднання (труба вставляється в фітінг) забезпечує його підвищену міцність, не вимагає інструменту для центрування труб і не пред'являє високих вимог до практичним навичкам користувача. Сварка поліпропіленових труб своїми руками посильна не тільки будь-якому чоловіку, але і багатьом жінкам.
Устаткування для зварювання враструб. Апарати для зварювання поліпропіленових труб враструб, звані також паяльниками або прасками, являють собою пристрої, основною частиною яких є нагрівальна головка, на якій закріплюються змінні елементи - муфти та дорни. Перші служать для нагріву зовнішніх поверхонь труб, другі нагрівають внутрішні поверхні фітингів.

Безпосередньо нагрівач найчастіше має форму трикутної пластини, хоча зустрічаються і інші види виконання. Розміри пластини визначають розмір насадок (діаметр труб, які можна зварювати) і число нагрівальних пар, яке може бути встановлено одночасно. чим більше площа пластини, тим потужніше апарат.
При закріпленні, муфти і дорни потрібно розміщувати таким чином, щоб забезпечувався їх контакт з пластиною всієї опорною поверхнею.

Що стосується потужності паяльника, якщо муфта і Дорн контактують з пластиною по всій площі, то необхідна температура нагрівальної пари в 260 ° C буде досягнута в будь-якому випадку - незалежно від потужності паяльника (в розумних межах). Просто менш потужному апарату для виходу на робочий режим буде потрібно більше часу, ніж більш потужному.
Існують моделі паяльників, у яких нагрівальна головка має форму стрижня. Їх основною перевагою є компактність. Що стосується технічних параметрів, то форма головки на них особливого впливу не робить.

Важливе значення має тип використовуваного термодатчика. Чим точніше його робота і менше діапазон коливання температури, тим якісніше паяльник. Найбільш досконалими вважаються електронні терморегулятори, що представляють собою терморезистори, здатні вимірювати температуру не тільки дуже точно, але і близько до робочих поверхонь дорнів і муфт. Їх використання дозволяє знизити температурну інерційність апарату, наблизити фактичну температуру нагрівальної пари до тієї, яка відображається на шкалі приладу. Капілярні термостати і тим більше біметалеві реле працюють більш грубо. Діапазон регулювання і розбіжність між фактичною температурою дорна і муфти і тієї, яка встановлена \u200b\u200bна шкалі приладу, у них набагато вище, ніж у терморезисторов.
Однак незалежно від використовуваного терморегулятора, після виходу апарату на робочий режим (згідно з показаннями індикатора) потрібно дати йому ще кілька хвилин на те, щоб температура насадок остаточно зрівнялася з тієї, яку показує прилад. І тільки після цього прийматися за роботу.
Можна зустріти паяльники з двома нагрівальними елементами різної потужності, оснащені готельними вмикачами. Причому потужність кожного нагрівача забезпечує необхідний температурний режим в поодинці. Це дозволяє вибирати оптимальну потужність, або використовувати другий нагрівальний елемент в якості дублюючого на випадок перегорання першого. Нагрівачі можна включати і одночасно для форсованого виходу на робочий режим.
Крім набору дорнів і муфт, в комплект обладнання для зварювання поліпропіленових труб можуть входити різні допоміжні інструменти і матеріали - Фаскознімачі, Калібрувач, торцеватели, ножиці для різання труб, що очищає рідина та ін. Не всі з них входять в базову комплектацію, деякі пропонуються опционно.

Укомплектованість зварювального апарату інструментом для підготовчих операцій не менш важлива, ніж технічні характеристики самого паяльника. Бажано мати якомога повніший набір, це дасть можливість працювати з будь-якою трубою незалежно від її розміру і характеру армування.

Технологія зварювання враструб
Зовнішній діаметр труби трохи більше номінального діаметра, а внутрішній діаметр фитинга - трохи менше номінального діаметра трубопроводу. Наприклад, труба діаметром 20 мм насправді має зовнішній діаметр 20,3-20,5 мм, а фітінг для трубопроводу діаметром 20 мм має внутрішній діаметр 19,5-19,7 мм. При цьому діаметри робочих поверхонь муфт і дорнів в їх середній частині (робочі поверхні конічні, конусність близько 0,5 °) відповідають номінальному діаметру.Таким чином, труба і фітінг без нагрівання не можуть бути суміщені ні з муфтою і дорном, ні один з одним.
В процесі суміщення труби з нагрітою муфтою, зовнішній шар труби оплавляется і видавлюється назовні в формі валика (грата), а внутрішні шари прогріваються досить, щоб пружно стиснутися і дозволити трубі увійти в нагріту муфту. Схожий ефект спостерігається при поєднанні фитинга з нагрітим дорном. При з'єднанні після нагрівання труби і фітинга, труба пружно стискається, а фітінг пружно розтягується. В результаті нагріті зварюються поверхні тиснуть один на одного, витісняючи повітря і забезпечуючи перемішування розплавленого матеріалу.
Технологія зварювання поліпропіленових труб враструб полягає у виконанні наступних операцій: різання труби, підготовка деталей до зварювання, монтаж і висновок на робочий режим зварювального апарату, установка деталей на прогрів, збірка з'єднання і його охолодження.
Без великих зусиль поєднати трубу і фітінг вручну з нагрітим інструментом, а потім - поєднати трубу з фітингом в з'єднання, вдається тільки при зварюванні трубопроводів невеликих діаметрів - до 40-50 мм. Для зварювання труб діаметром більше 50 мм краще використовувати спеціальні центратори для розтрубної зварки.
різка труб. Різання труби виконують спеціальними ножицями, що виключають смятие її стінки.

Підготовка труб і фітингів до зварювання. Стандартна підготовка полягає в очищенні і знежирення зовнішньої поверхні труби і внутрішньої поверхні фітинга. Однак крім стандартної є ще й спеціальна підготовка, яка виконується щодо армованих труб, - але не всіх, а лише деяких з них. Здійснює монтаж поліпропіленових труб своїми руками необхідно знати про особливості підготовки труб, що мають різне армування.
Завдяки композитним ПП трубах з армуванням алюмінієм або скловолокном, досягається висока термічна стабільність трубопроводу (низька температурне розширення), завдяки цьому відпадає необхідність установки температурних компенсаторів в системах опалення та гарячого водопостачання. Армування алюмінієм, крім того, виключає дифузію кисню в систему. Проник через стінку труби кисень насичує воду замкнутих високотемпературних систем газом, що викликає кавітацію в вентилях, насосах та інших елементах трубопроводу.
Труби без армуючого шару або армовані скловолокном не вимагають ніякої спеціальної підготовки.
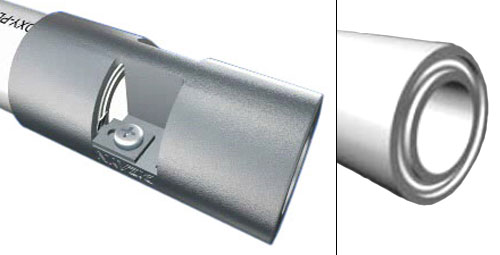
Труби, армовані алюмінієм, розташованим близько до поверхні (під тонким декоративним шаром поліпропілену), вимагають видалення армуючого шару спеціальним інструментом - шейвера. При зварюванні ПП труб цей шар необхідно видаляти, щоб забезпечити міцну і нерозривний зв'язок труби з фитингом.


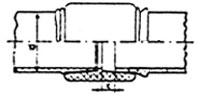
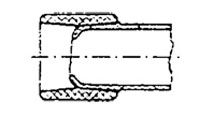
Труби, в яких шару не алюмінію розташований в середині стінки, необхідно піддавати операції торцювання спеціальним інструментом, метою якої є видалення кромки алюмінію, що виходить на торець труби. Якщо цього не зробити, вода може проникнути з відкритого армуючому шару в середину стінки і викликати її здуття.
![]()
Нижче наведені фото розрізів з'єднань зроблених без торцювання (неправильно) і з торцовкой (правильно).


Кращий результат досягається із застосуванням спеціальних муфт. Їх конструкція забезпечує обволікання поліпропіленом кромки армуючого шару (його замуровування), в результаті чого виключається його контакт з водою.



Іноді виробниками труб даються рекомендації при підготовці труби до зварювання, незалежно від наявності армуючого шару, калібрувати її по зовнішньому діаметру і знімати фаску. Необхідність першого пояснюється можливою елліпсность труби, яка повинна усуватися калібруванням. Зняття фаски покликане полегшити установку труби в муфту. Однак в більшості випадків, при зварюванні поліпропіленових труб своїми руками, ні першого, ні другого не роблять, вважаючи ці операції зайвими.
Підготовка зварювального апарату ( "паяльника"). Перед початком робіт, "паяльник" для зварювання поліпропіленових труб необхідно надійно закріпити в кронштейні або на станині. Під час установки на прогрів, до деталей додаються певні зусилля, що передаються на паяльник. Для зручності роботи необхідно, щоб він був міцно закріплений і нерухомий.
Після установки апарату, на його нагрівачі закріплюється відповідна нагрівальна пара (Дорн і муфта), виставляється за допомогою тумблера необхідне значення температури нагріву, і апарат включається в мережу. Температура інструменту для зварювання поліпропіленових труб враструб повинна становити 260 ± 10 ° С. Це значно перевищує температуру вязкотекучесті поліпропілену і робиться з тією метою, щоб швидко оплавити поверхневий шар труби і фітинга і зняти деталі, не допускаючи прогріву їх стінки на всю товщину. В іншому випадку труба і фітінг втратять жорсткість, і їх неможливо буде з'єднати.
Установка деталей на прогрів. Після виходу апарату для зварювання поліпропіленових труб на робочий режим (про що повинна просигналізувати індикація приладу), труба і фітінг одночасно встановлюються для нагріву - труба вставляється в муфту, фітінг надаватися на Дорн. Якщо одночасна установка деталей неможлива, першим встановлюється фітінг, так як він масивніший.


Труби і фітинги мають матеріал на припуск, який видавлюється під час установки деталей, утворюючи грат - валик у вигляді кільця. Його зрушення потребує докладання певної сили. Однак зусилля не повинно бути зайвим, насувати деталі потрібно поступово, стежачи за тим, щоб утворюється грат був правильної форми. Якщо фітінг надаватися на Дорн вільно, без зусилля і освіти грата, значить, він бракований і використовувати його не можна.
Встановлюючи деталі, потрібно контролювати глибину їх установки, щоб зняти зусилля, коли вони упрутся в дно муфти і вершину дорна. В іншому випадку можна зім'яти торець труби і обмежувач фитинга. Для контролю за глибиною занурення труби в муфту, на ній можна зробити позначку на необхідній відстані від торця. Але найчастіше цього не роблять, трубу і фітінг просто встановлюють на оправлення до тих пір, поки вони не упрутся.

Після установки деталей в муфту і на Дорн апарату для зварювання пластикових труб, потрібно дати їм час для оплавлення поверхонь. Тривалість нагрівання - дуже важливий параметр. Вона повинна бути достатньою для того, щоб поверхні нагрілися до стану вязкотекучесті, але не бути вище того значення, за яким деталі почнуть втрачати жорсткість. У виробників пластикових труб є таблиці, що встановлюють час нагрівання в залежності від марки поліпропілену, діаметра труби і товщини стінки. Орієнтовні значення тривалості нагріву для труби PPRC (ПП Тип3) PN20 вказані в таблиці нижче.
| Діаметр труби, мм | 16 | 20 | 25 | 32 | 40 | 50 | 75 | 110 |
| Час нагріву, сек. | 5 | 5 | 7 | 8 | 12 | 18 | 30 | 50 |
| Час перестановки *, сек. | 4 | 4 | 4 | 6 | 6 | 6 | 8 | 10 |
| Час фіксації **, сек. | 6 | 6 | 10 | 10 | 20 | 20 | 30 | 50 |
| Час повного остигання ***, хв. | 2 | 2 | 2 | 4 | 4 | 4 | 6 | 8 |
* - час на зняття розігрітих деталей і з'єднання їх.
** - час утримання з'єднання до часткового охолодження. Цей час використовується для вирівнювання з'єднання руками. Після закінчення цього часу з'єднання втрачає еластичність, змінювати його форму вже неможливо.
*** - Утримувати деталі до повного охолодження немає необхідності. Досить не створювати навантаження. Після цього часу з'єднання готове.
Час нагріву відраховується з моменту досягнення деталями упорів. Після того як воно закінчиться, трубу і фітінг з тим же помірним зусиллям знімають з оправок.
складання деталей. Зняті з оправок прасок для зварювання поліпропіленових труб деталі без зволікання з'єднуються між собою (труба вставляється в фітінг). Час, який проходить з моменту зняття деталей до моменту їх складання, має бути якомога менше і в жодному разі не перевищувати 4-6 секунд. Зволікання загрожує охолодженням деталей і неможливістю їх складання або, по крайней мере, низькою якістю з'єднання.


Поєднуючи труби з фітингами, не слід провертати їх один щодо одного більш ніж на 5 °. Правильність з'єднання потрібно контролювати по виду утворюється грата, який повинен бути однаковим по товщині з усіх боків.
охолодження з'єднання. Після з'єднання деталей і (при необхідності) їх редагування, на яку за технологією відводиться всього кілька секунд, до деталей не можна докладати ніяких зусиль до тих пір, поки поліпропілен повністю не затвердіє. Зазвичай на це потрібно 2-4 хв.
Орієнтовні значення тривалості всіх операцій при зварюванні, для труби PPRC (ПП тип 3) PN20, вказані в таблиці вище. Точні значення параметрів повідомляються виробниками труб і фітингів.
Типові помилки під час зварювання враструб
Правильно виконане з'єднання являє собою монолітний вузол, що складається з фітинга і труби, який за міцністю не тільки не поступається цілої трубі, але навіть перевершує її.Різні помилки при зварюванні можуть порушити монолітність з'єднання і привести до втрати герметичності або створити слабке місце в трубопроводі, яке може зруйнуватися при короткочасному підвищенні тиску. Помилки ці можуть бути наступними.
Недоведення труби і фітинга до упорів при установці їх на прогрів. Це призводить до неможливості складання деталей на повну глибину (деталі впираються в грат, не дійшовши до кінця) і появи слабкого місця в з'єднанні.
Перевищення нормальної глибини занурення труби в муфту при її установці на прогрів - через надмірне застосування сили і / або несвоєчасного її зняття. В цьому випадку торець труби загинається всередину, утворюючи грат, який звужує прохід труби і перешкоджає вільному течією води.
Недоведення деталей до упорів при їх складанні (З'єднання не на всю глибину). Наслідок цього - ослаблене місце в з'єднанні.

перегрів деталей через перевищення часу нагріву або занадто високої температури паяльника. Ця помилка призводить до втрати деталями жорсткості і неможливості їх складання або деформацій і складкам в з'єднанні, якщо деталі все ж вдалося зібрати. Останнє крім ослаблення конструкції може привести до втрати герметичності.
недогрев деталей через малого часу нагріву або заниженою температури зварювального апарату. Слідство цієї помилки - неможливість складання деталей або несплавление в з'єднанні і втрата герметичності.
Перевищення тимчасового інтервалу між зняттям деталей з прогріву і їх складанням. В результаті нагріті поверхні охолоджуються до температури нижче вязкотекучесті. Помилка призводить до неможливості складання деталей або несплавлення в з'єднанні з порушенням герметичності.
Неправильна різання труби, Що виражається в неперпендикулярності її торця осі. В цьому випадку в зібраному з'єднанні утворюється слабке місце через нещільного прилягання торця труби до внутрішнього обмежувача фитинга.
Порушення співвісності труби і фітинга при складанні. Призводить до деформації і, можливо, до втрати герметичності з'єднання.
Помилки зварювання, що не викликають втрати герметичності, можуть нічим не проявити себе протягом тривалої експлуатації, проте несуть в собі потенційну загрозу виходу з ладу з'єднань при короткочасних підвищеннях тиску.
Стикова зварювання поліпропіленових труб
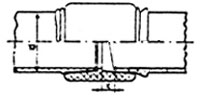
Сварка пластикових труб встик полягає в нагріві їх торців нагрітим інструментом (зварювальним дзеркалом) до оплавлення, і подальшому стисненні з витримкою під тиском до моменту охолодження шва. Цей метод технологічно простий, не вимагає додаткових сполучних деталей і при точному дотриманні технології забезпечує міцність зварного шва не нижче міцності самої труби. Схематично процес утворення стикового зварного шва виглядає наступним чином.
Стикова зварювання пластикових труб: нагрівання стиків Маленьке пристосування для стикового зварювання пластикових труб
Однак, незважаючи на простоту технологічної схеми, практичне здійснення стикового зварювання пов'язано з деякими складнощами, що обмежують її використання в домашніх умовах.
Необхідно забезпечити точне осьовий поєднання труб і їх паралельність один щодо одного (розбіжність стінок труб допускається до 10% від їх товщини). Протягом певного часу необхідно прикладати зусилля, притискає труби до нагрівального дзеркала під час нагрівання, і один до одного - під час утворення з'єднання. При різанні або торцовке труби, повинна бути забезпечена перпендикулярність торця. Всі ці умови важко дотриматися без спеціального обладнання - центратору, оснащеного ручним або електричним приводом, що створює зусилля стиснення, і торцеватели. Тобто, у випадку труб невеликих діаметрів, обладнання та інструменту для зварювання поліпропіленових труб встик потрібно більше, ніж при зварюванні враструб. А якщо врахувати, що зварювання враструб забезпечує більш високу надійність завдяки замкового характеру з'єднання, стає зрозуміло, чому їй віддається перевага перед зварюванням встик при монтажі домашніх водопроводів і опалювальних систем.
Сварка поліпропіленових труб встик застосовується в основному в якості промислового способу з'єднання труб великого діаметру при прокладанні прямих ділянок трубопроводів (докладніше процес стикового зварювання пластикових труб описаний в статті зварювання поліетиленових труб).
Монтаж поліпропіленових труб
У разі проектування та монтажу водопроводу для гарячої води і особливо системи опалення, важливо враховувати температурне розширення труб. При цьому температурне розширення різних поліпропіленових труб сильно розрізняється. У армованих труб температурне розширення значно менше, ніж у неармованих поліпропіленових труб. Не випадково розробники армованих поліпропіленових труб називають такі труби "стабільними". Під цим мається на увазі мале зміна первісної довжини труби при її нагріві або охолодженні.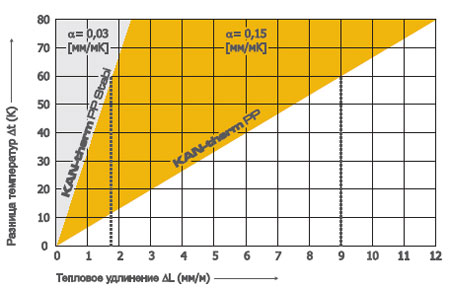
На прикладі поліпропіленових труб системи KAN-therm PP видно, що при максимальній різниці температур 80 ° один метр однорідної труби подовжується на 12 мм, а комбінованої труби на 2 мм, при значній довжині ділянок трубопроводів (більше 2-3 метра) теплове подовження при нагріванні , або стиснення при охолодженні, може привести до неприпустимо сильним напруженням на стиках. Потрібно відзначити, що саме термічні напруги від подовження або стиснення, а не внутрішні від тиску води, найбільш небезпечні для поліпропіленових труб, особливо в разі однорідних поліпропіленових труб. Для компенсації подовжень (коли це необхідно) вдаються до різних вигинів трубопроводу і нежорстких кріпленню до опор, що забезпечує осьове переміщення труби.
Відео:
При використанні змісту даного сайту, потрібно ставити активні посилання на цей сайт, видимі користувачами і пошуковими роботами.
І досвідчені будівельники, і початківці майстра при монтажі каналізації і водопроводу все частіше застосовують легкі і довговічні труби з пластика. Чемпіонами по міцності і надійності серед них є поліпропіленові, саме їх, завдяки поліпшеним теплофізичних властивостях, використовують в системах гарячого водопостачання. Процедура монтажу не відрізняється складністю: застосовують склейку, обтиск муфтами або зварювання. Останній вид з'єднання самий надійний і доступний, а тому - популярний. Досить придбати зварювальний апарат для поліпропіленових труб і освоїти просту технологію.
Особливості процесу зварювання поліпропілену
Монтаж поліпропіленових труб здійснюється за допомогою декількох типів зварювання: муфтової, розтрубною і стикового. Останній варіант є найбільш економічним, так як не вимагає додаткових деталей, а ось при перших двох будуть потрібні ще фітинги та муфти.
Для з'єднання застосовують спеціальний апарат для зварювання поліпропіленових труб, що нагадує за принципом роботи паяльник. З його допомогою контактіруемие поверхні розігріваються, потім з'єднуються одним з трьох способів, перерахованих вище.
Найбільш швидка, економічна і надійна - контактно стикова зварювання, При її використанні оброблені і розігріті кінці труб з'єднують під тиском. Отриманий таким чином шов виходить таким же міцним, як і сама труба. Основна умова ефективного з'єднання - достатня температура, варто вибирати апарати, які в змозі забезпечити нагрів в 260 ° C.
Яке обладнання існує?
Будь-зварювальний апарат - це пристрій, за допомогою якого шляхом підвищення температури ділянок, що з'єднуються і їх деформації, створюється нероз'ємне з'єднання. Зрозуміло, що зварювальний апарат для поліетиленових труб (Пластикових) і для металевих має конструктивні відмінності.
Умовно всі зварювальне обладнання для поліпропіленових труб можна розділити на два види:
- Механічний апарат для зварювання пластикових труб застосовується, коли потрібно велике зусилля при суміщенні стиків або необхідно з'єднати труби досить великого діаметру.
- Ручний зварювальний апарат для пластикових труб ідеально підходить для самостійного використання і може застосовуватися для з'єднання труб різного діаметру, аж до 125 мм.
Поговоримо докладніше про кожен з них.
Механічний зварювальний апарат для пайки поліпропіленових труб є опорну раму з приладовим блоком і гідроагрегатом. Праворуч і ліворуч розташовуються захоплення, що складаються кожний із двох півкілець. Між захопленнями встановлюють вкладиші для оптимального розподілу тиску і центрування, їх внутрішній діаметр відповідає діаметру труб, що зварюються.

Механічний зварювальний агрегат застосовують, найчастіше, для зварювання пластикових труб великого діаметра
Для вирівнювання торців труб служить електроторцеватель - обертовий диск з двосторонніми ножами, який для безпеки забезпечений блокуючим механізмом. головний елемент - нагрівальний, являє собою металевий диск з антипригарним покриттям, всередині нього розташовуються Тени. Як правило, він оснащений терморегуляторами і датчиками контролю температури.
Ручний зварювальний апарат (праска)
Зрозуміло, що пересічному обивателю чи доведеться прокладати протяжні магістралі, так що необхідність в громіздкому агрегаті навряд чи виникне.
Складається він з нагрівальної плити, терморегулятора і ергономічною ручки. У нагрівальної плиті є два отвори (іноді більше), в які кріпляться парні зварні (зварювальні) елементи різного діаметру. Їх основна особливість - тефлонове покриття, яке не дозволяє пластику прилипати до нагрітої поверхні.

Ручний зварювальний апарат для поліпропіленових труб типу «праска» найбільш зручний для невеликих обсягів робіт

Зварювальні насадки покриті тефлоновим або іншим протипригарним покриттям
Яка комплектація приладу вам підійде?
Кожна фірма-виробник пропонує свій варіант комплектації зварювального обладнання, але з усього різноманіття можна виділити три базових, які зустрічаються найчастіше:
- Апарат з ключем для насадок, без будь-якого іншого обладнання. Такий «скромний» варіант підходить для зварювання труб одного-двох діаметрів.
Поширення пластикових труб обумовлено практичністю цього матеріалу. Такі труби досить довговічні, надійні і при цьому цілком доступні за ціною. Ще одним плюсом є те, що труби ці легко монтувати, з роботою впорається і непрофесійний монтажник, в розпорядженні якого є інструмент для зварювання поліпропіленових труб. Зрозуміло, наявність деякого практичного досвіду не завадить, але його легко придбати, провівши пробні зварювання на непотрібних відрізках труб.
Сьогодні багато домашні майстри відмовляються від послуг професійних будівельників, коли виникає необхідність провести ремонт або монтаж трубопроводу. Адже працювати з пластиковими трубами набагато простіше, ніж з традиційними матеріалами.
Якщо придбати обладнання для зварювання поліпропіленових труб (до речі, ціни на апарати цілком доступні), то домашній майстер відмінно впоратися з монтажем трубопроводу або ремонтом існуючих систем водопроводу або каналізації. Розберемося, який вибрати апарат для зварювання поліпропіленових труб і як його використовувати.
Зварювальні апарати для труб з поліпропілену
Зварювальне обладнання для труб з поліпропілену можна розділити на два типи:
- Апарат для пайки поліпропіленових труб ручної або пістолет для зварювання поліпропіленових труб. Це найкращий варіант для домашнього майстра. Такі апарати призначені для зварювання труб малого діаметра (до 50 мм). Втім, ручні апарати можна використовувати для зварювання труб різних розмірів, просто потрібно використовувати спеціальні насадки.
- Апарати для зварювання поліпропіленових труб механічні зварювальні. Це техніка призначена для зварювання труб великих діаметрів (від 40 мм).
Найпоширеніше обладнання для зварювання пластикових труб - це ручні апарати, які майстри часто називають словом «праска». Потрібно сказати, що принцип роботи цього апарату для поліпропіленових труб нагадує принцип дії звичайної праски, призначеного для прасування білизни.

Складові цих апаратів аналогічні - плита нагрівальна і терморегулятор. Єдина відмінність - наявність спеціальних отворів для кріплення насадок.
Комплектація апаратів
Кожен з виробників надає власний комплект для зварювання поліпропіленових труб. Втім, можна виділити три базових варіанти комплектації:
- Найпростіша. Включає в себе апарат і ключ для установки насадок. Прекрасно підійде для домашнього майстра, якому потрібно зварювати труби одного-двох діаметрів.
- Середня комплектація. Це найбільш зручний варіант для використання в побутовому плані. У комплект крім самого апарату входять насадки, які підходять для труб найбільш часто зустрічаються діаметрів труб (40, 32, 25, 20 мм). Крім того, в комплектацію входить зручний чемодан-футляр для перенесення і транспортування.
Порада! Якщо буде потрібно виконати зварювання труб інших діаметрів, то насадки відсутніх розмірів можна буде купити додатково.
- Професійна комплектація. Це повний набір, який використовують фахівці. Всі необхідні комплектуючі для зварювання укладені в зручну валізу. Якщо планується постійно працювати з поліпропіленовими трубами, то краще придбати такий комплект, так як цей же набір, куплений по частинах, обійдеться набагато дорожче.

Будь-які апарати для зварювання поліпропіленових труб, незалежно від комплектації, обов'язково мають інструкцію з експлуатації. Інструкція повинна бути уважно вивчена, так як апарати можуть відрізнятися по потужності і іншими показниками. В інструкції ж будуть описані всі нюанси роботи саме з цим пристроєм.
різновиди апаратів
У продажу можна зустріти різні види зварювальних апаратів, найбільш часто зустрічаються мечовидні паяльники, укомплектовані відповідні насадками. Така популярність цього варіанту пояснюється широким асортиментом і доступною ціною апаратів.
На професійних апаратах частіше зустрічаються нагрівальні насадки циліндричної форми. Зрозуміло, і ті, і інші апарати мають свої переваги і власні недоліки. Тому вибір типу пристрою, як правило, здійснюється суб'єктивними відчуттями.
Набагато важливіше, щоб зварювальний апарат для поліпропіленових труб міг зберігати стабільну температуру. Природно, що в пристроях, які позиціонуються, як професійні, стабільність нагріву підтримується набагато краще.
вартість паяльників
Потрібно зауважити, що розбіг вартості обладнання для зварювання пластикових труб досить великий. Так, надійний професійний апарат для з'єднання поліпропіленових труб буде коштувати в межах 200-220 доларів, а найпростіший варіант можна придбати і за 1000 рублів.
Ціна, звичайно, залежить і від того, хто є виробником апарату. Не варто приховувати, що більшість техніки, яка сьогодні продається на наших ринках, випускається в Китаї.

Але цей прилад настольно простий, що, як правило, проблем з його експлуатацією не виникає. Основна вимога до нього - можливість підтримувати стабільну температуру - 260 градусів (це температура, при якій поліпропілен починає плавитися).
Що потрібно врахувати при виборі?
Питання про покупку такої речі, як прилад для зварювання поліпропіленових труб, стає актуальним для домашніх майстрів, які самостійно вирішують відремонтувати або зібрати трубопровід.
Як вибрати найбільш підходящий апарат? Чи варто довіряти тільки рекомендаціям консультантам? Звичайно, набагато краще, якщо людина буде заздалегідь знати, які характеристики апарату йому необхідні.
Основні критерії, які потрібно врахувати при виборі, - продуктивність обладнання, його працездатність. Крім того, він повинен бути надійним. Як правило, для роботи домашнього майстра підходить компактне обладнання. Головне, щоб обладнання могло підтримувати стабільну температуру в 260 градусів.
Порада! Якщо апарат купується не для виконання одноразової операції, то краще вибрати варіант, який укомплектований різними насадками, призначеними для зварювання труб декількох діаметрів.
потужність паяльника
Потужність - це показник, який визначає швидкість прогрівання обладнання. В інструкції, що додається до обладнання, обов'язково містяться вимоги, які стосуються його використання.
![]()
Одним з основних вимог, яка повинна зацікавити домашнього майстра, є можливість підключення цього апарата до звичайної електромережі.
Порада! Більшість домашніх майстрів воліє апарати, що мають потужність від півтора до двох кіловат, проте, на практиці, цілком можна обійтися і апаратом з меншим рівнем потужності.
Ось вимоги по потужності для зварювання труб різного діаметру:
- Якщо планується паяти труби, які мають діаметр 16-49 мм, то необхідно використовувати потужність 680 Вт.
- При зварюванні труб 49-75 мм, слід працювати з потужністю 850 мм.
- Якщо роботи ведуться з трубою, що має діаметр 125 мм, то потрібна буде потужністю 1200 Вт.
Насадки для паяльників
Найбільш ефективні і функціональні паяльники, які припускають можливість використовувати різні насадки для деталей, що зварюються. Такі прилади дозволяють вирішувати різноманітні практичні завдання. Покриття що застосовуються насадок може бути різним. Основна вимога до покриття - міцність. Найчастіше, сучасні виробники використовують металізований тефлон.

Не варто забувати, що при зварюванні труб різного діаметру, тобто, при використанні різних насадок, час нагрівання труб і час, необхідний для застигання пластика буде відрізнятися. Щоб отримати якісне з'єднання, необхідно ретельно витримувати тимчасові рамки, які виробник дає в інструкції.
Додаткове обладнання
Потрібно сказати, що набір для зварювання поліпропіленових труб включає в себе не тільки паяльник, але і пристосування для різання труб. Дуже важливо, щоб розріз був виконаний чисто і строго перпендикулярно. Зрозуміло, якщо потрібно провести зварювання одного-двох швів, можна обійтися і звичайною ножівкою по металу.
Порада! Якщо труби розрізають ножівкою, то потрібна додаткова обробка торців до отримання ідеально рівній поверхні.
Набагато зручніше користуватися не ножівкою, а спеціальним пристосуванням - труборізом. Це обладнання випускається в різних модифікаціях, воно призначене для розрізання труб різних діаметрів. Для труб невеликого розміру зручно застосовувати прилад, який працює за принципом ножиць, та й зовні має схожість з цим звичним пристроєм.
Наявність спеціальних ріжучих механізмів і зручні ергономічні ручки роблять роботу з цим приладом дуже зручною. Є моделі, доповнені Фаскознімачі (він може бути розташований в ручці труборіза). Цей пристрій дозволяє готувати торці, знімаючи з них фаску.

Для розрізання труб великого діаметру зручніше використовувати труборізи, які працюють за принципом гільйотини. Як правило, ці моделі сконструйовані таким чином, щоб розріз труби можна було виконати і в незручних умовах, наприклад, в траншеї.
Для збору систем опалення та трубопроводи подачі гарячої води використовуються спеціальний різновид труб з армуванням. Потрібно зауважити, що зварювання поліпропіленових армованих труб проводиться за тією ж технологією, що і з'єднання труб звичайних, але ось в процесі підготовки матеріалу є відмінність.
Яке обладнання використовувати для прочищення системи каналізації?
В даний час для водопостачання та опалення використовуються майже виключно пластикові, головним чином, поліпропіленові труби. Їх переваги перед металом очевидні: легкість, міцність, екологічна чистота, низькі енерговитрати у виробництві і при монтажі. Однак, для їх використання потрібне спеціальне обладнання: зварювальний апарат для зварювання поліпропіленових труб. Про те, який вибрати апарат і піде мова в цій статті.
Види зварювальних апаратів і їх технічні характеристики
Апарат для зварювання поліпропіленових труб призначений для нагріву торців. Потім торці наводяться в зіткнення і за рахунок дифузії зварюються. При цьому потрібно куди менше енергії ніж для зварювання металу. Потужність апаратів лежить в межах від десятків ватів до декількох кВт. Оскільки труби різняться по діаметру і технології свого виготовлення, то апарат для зварювання поліпропіленових труб може мати різноманітні конструкції і комплектацію.
Зварювальні апарати для невеликих діаметрів, до 63 мм, мають ручне виконання і порівняно невелику потужність. Їх пристрій не містить механічних приводів і ці апарати для зварювання призначені для розведення труб в будівлях і побутових приміщеннях.
Їх зазвичай купують або професіонали, які займаються монтажем опалення та водопостачання, або вмілі домовласники, які бажають самостійно виконати у себе ремонт. Такі зварювальні апарати мають невелику вагу, до декількох кг, споживана ними потужність для розігріву інструменту також невелика, порядку декількох сотень ват і харчуватися вони можуть від звичайної побутової розетки.
Існує два різновиди зварювальних апаратів. Одна, більш поширена, містить звужується металеву пластину, до якої кріпляться нагрівальні насадки різних діаметрів. Такий апарат для зварювання має невисоку вартість, помірну комплектацію і його зазвичай хочуть купити домашні майстри. Потужність таких апаратів порядку 800-1000 Вт.
Відгуки показують непогану популярність таких моделей. В іншому різновиді замість плоского підігрівача використовують циліндричний, на якому зручно повертати насадки. Цей апарат для зварювання використовують професіонали для монтажу поліпропіленових труб в різних важкодоступних місцях. Який вибрати апарат залежить від уважного аналізу всіх міркувань про майбутні роботах.
Зовсім інакше виглядають зварювальні апарати для зварювання поліпропіленових труб великого діаметру. Вони містять захоплення, що переміщаються на рамі, уздовж осі труб, що зварюються, які приводяться в дію електроприводом і машину для торцювання труб. Нагрівання проводиться безпосередньо в захоплюючих муфтах, за допомогою вбудованих тенів.
Такі апарати для зварювання здатні стикувати зварюванням поліпропіленові труби найбільшого діаметра, починаючи від 125 мм. Потужність цих апаратів становить кілька кіловат. Майже вся ця потужність витрачається на нагрів торців. Вартість цих апаратів досить велика і покупцем є будівельні фірми або комунальні підприємства.
Є також спосіб зварювання поліпропіленових труб електромуфти. Він використовується в важкодоступних і відповідальних місцях. На стик надаватися муфта з електропідігрівом і подачею певного струму з витримкою заданого часу труби зварюються. Такий апарат для зварювання містить спеціальний джерело живлення і систему для роботи зі штрих-кодами для документування кожного стику.
Критерії правильного вибору
Перш, ніж вирішити який вибрати апарат для зварювання поліпропіленових труб, варто оцінити номенклатуру труб, що з'єднуються і обсяг робіт. Чи виправдана покупка дорогого професійного комплекту для випадку домашнього ремонту. Продати такий апарат для зварювання вдруге з вигодою буде непросто.
І навпаки, професіонал, який бажає заощадити на купівлі дешевого зварювального апарату, може зіткнутися з відмовами в самий невідповідний момент через відмову малонадійний дешевого обладнання. Кращі результати залежать не тільки від ціни апарату, а й від досвіду працюючого з ними.
Перш за все, зварювальний апарат для поліпропіленових труб має ряд діаметрів, з якими він може працювати. Необхідно як слід оглянути своє господарство (або проектні документи), переписати все діаметри використовуваних труб і муфт.
Для одноразового ремонту краще вибрати зварювальний апарат за невеликою ціною з мінімальним набором насадок і іншої комплектації. У набір обов'язково входить футляр або кейс, як тепер кажуть, і це великий плюс в даному випадку. Зварювальний апарат можна зручно і компактно зберігати. Як правило, в домашньому господарстві виникає потреба переробок або повторного ремонту (у професіоналів це велика рідкість).
Для фахівця ціна має не головне значення, такі люди, в першу чергу цікавляться надійністю при безперервній роботі зварювального апарату, різноманітністю і якістю приладдя: насадок і пристроїв для торцювання поліпропіленових труб. Професійний апарат повинен бути також потужним, щоб швидше нагріватися і працювати при низькій температурі навколишнього середовища. Фахівці завжди вибирають кращі за якістю апарати.
При частому поєднанні поліпропіленових труб збільшеного діаметру, неминуче доведеться купити механізований апарат для зварювання, навіть, якщо використовуваний діаметр ще допускає застосування ручного апарату. Інакше не можна буде забезпечити якість і терміни виконання робіт.
Популярні виробники
на російському ринку Зараз найбільш відомі чеська фірма Dytron, турецька виробник Candan, і російське підприємство Енергомаш (входить до групи компаній Sturm). Кожен з них має свої переваги. Чеські зварювальні апарати для поліпропіленових труб відрізняються високою якістю, великим набором професійних можливостей і високою ціною. З їх ручних зварювальних апаратів можна згадати професійне пристрій POLYS P-4 і апарат з такою ж маркою із серії P-1. Останній призначений для домашнього ремонту. Чеські апарати є кращими за якістю.
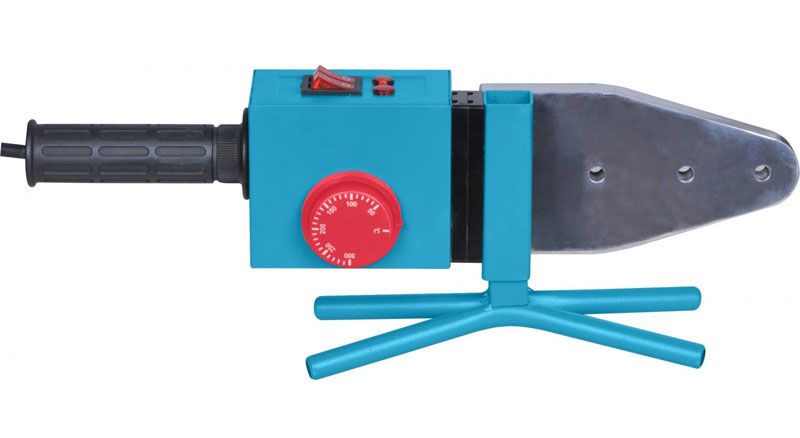
Турецький виробник Candan відноситься до «компромісним» по відношенню ціна / якість. Його зварювальні апарати для поліпропіленових труб користуються значним попитом. Вони цілком надійні, а при грамотному використанні практично безвідмовні. Зварювальний апарат для поліпропіленових труб Candan CM-01 показаний на фото нижче:

На фото показаний нагрівач, званий також «паяльником» або «праскою» з отворами для насадок різного діаметру. Це апарат для зварювання без встановлених нагрівальних муфт. Він укріплений на масивній підставці. На фото вона знаходиться знизу. Пластина з насадками підігрівається стабілізованою терморегулятором, який має шкалу температури з зворотного боку (На цьому фото не видно). А відео нижче показує, як з ним поводитися.
На відео добре видно таблиця російською мовою, яка входить в комплектацію зварювального апарату Candan і дозволяє точно вибрати оптимальний режим зварювання. Це є важливою умовою для отримання міцного і герметичного шва. Також на цьому відео демонструється комплектація кейса з якої видно, що цей зварювальний апарат явно професійного рівня. При цьому він має оптимальну ціну.
Candan випускає ще кілька зварювальних апаратів, в числі яких є зварювальний апарат для поліпропіленових труб великого діаметру. Крім того, Candan продає окремо приналежності до апаратів: ножиці рівною обрізки труб, і пристосування для зачистки торців. Кожен їх апарат для зварювання містить в комплектації набір змінних насадок.
З російських підприємств користуються попитом зварювальні апарати Енергомаш. На фото нижче зображений апарат Енергомаш СТ-72250П:
На цьому фото, як і на попередньому видно два перемикача, кожен для свого тена.
Зварювальний апарат Енергомаш СТ-72250 є аналогом Candan. Енергомаш випускає ще ряд зварювальних апаратів для поліпропіленових труб. На фото зварювальний апарат для поліпропіленових труб показаний з боку регулятора температури. Зварювальний апарат РОСТЕРМ також випускається в Туреччині, але це російська розробка.
Принцип роботи
Щоб зрозуміти, як користуватися зварювальним апаратом для поліпропіленових труб, потрібно розглянути фізику використовуваних матеріалів. При нагріванні поліпропілену до температури плавлення він прагне звести до мінімуму свою поверхню, що призводить до зміни його форми. У той же час, він в такому вигляді здатний до дифузії, а це і є зварювання.
Потрібно тільки щільно зістикувати деталі (торці труб або внутрішню поверхню муфти із зовнішньою поверхнею труби) і дати їм охолонути, зберігаючи нерухомість цієї збірки. Після цього виходить шов, що не поступається за міцністю вихідного матеріалу.
Всі ці принципи технічно здійснюються за допомогою насадок з тефлоновим покриттям. Тефлон дозволяє уникнути пригару до нагрітої поверхні насадок. Форма насадок дозволяє розігрівати торці поліпропіленових труб зовні і зсередини. У разі ручного зварювання труб невеликого діаметра користуються муфтами. Муфту розігрівають зсередини, а трубу зовні. Потім негайно надягають муфту на трубу і чекають застигання. З іншого кінця муфти процедуру повторюють для другої труби в стику. Виходять міцні шви.
Інакше застосовують зварювальний апарат для поліпропіленових труб великого діаметру. Труби зварюють торцями встик, без використання муфт. Це дозволяє відносна товщина їх стінок (для тонких труб при зварюванні в стик важко отримати високу надійність). Великі труби центрують хомутами на верстаті. У хомути вбудовані електронагрівачі. При розплавленні торців механічно стягують хомути з затиснутими трубами назустріч один одному, за допомогою ходового гвинта вручну або, для труб найбільшого діаметру, за допомогою електроприводу.
Торці поліпропіленових труб попередньо зрізають спеціальними ножицями, які забезпечують перпендикулярність осі труби. Існують також способи з'єднання труб під кутом. Складніше виконується зварювання труб з алюмінієвої арматурою.
Пайка армованих труб
Оскільки поліпропілен термопластичних, то в системах водяного опалення і гарячого водопостачання він може втратити форму. Це означає, що труби можуть провиснути, роздутися і т. П. Це небажано і через погіршення зовнішнього вигляду і через виникнення ймовірності розгерметизації.
Тому використовують арматуру, яка буває двох типів: алюмінієва фольга і сітка з склонитки. У разі армування склом, зварювання труб виконують як і труб без арматури. У разі алюмінію, це відбувається трохи складніше.
При зварюванні труб, армованих алюмінієвою фольгою, слід проточити канавку в торці, щоб прибрати фольгу. Для цього труби повинні бути обрізані абсолютно перпендикулярно осі спеціальним інструментом, а не ножівкою. Інакше канавка вийде нерівною. Для вирізання фольги з торця застосовують спеціальні пристосування, які також входять в комплект зварювальних апаратів, для тих діаметрів, на роботу з якими він розрахований.
На фото показаний шейвер, інструмент для проточки фольги в армованої трубі. Добре видно ніж, прикріплений гвинтом до корпусу-втулки. Таких ножів на інструменті два. Його надягають на трубу відповідного діаметру, притискають до торця і вручну прокручують до зняття стружки на повну глибину ножа. Тоді при зварюванні алюміній не стане перешкодою для міцного шва. Справа на фото показана вже готова канавка.
ціни
Ціни на зварювальні апарати можуть значно відрізнятися. Найбільш дешевими є китайські і російські зварювальні апарати для ручного зварювання, вони мають вартість, починаючи від 1300 руб. Більш висока ціна у турецьких, а найдорожчими виявляються вироблені в країнах Європи. Зварювальний апарат Candan знаходиться десь посередині.
Різниця спостерігається майже на порядок. Який вибрати - вирішує покупець. Чеські апарати POLYS P-4 коштують близько 13000 руб. Ціни на деякі популярні марки ручних зварювальних апаратів наводяться в таблиці нижче:
| апарат: | Мощн., КВт | Виробник: | Країна: | Вартість, руб: |
| СТ-72180 | 1.8 | Енергомаш | Росія / Китай | 2500 |
| РОСТерм 20-40мм | 1.5 | РОСТерм | Росія / Туреччина | 3200 |
| V-Weld RF063 | 1.0 | Voll | Білорусь | 4700 |
| PPR 600W 20-23mm | 0.6 | Sheng Hai | Китай | 2300 |
| Candan CM-01 | 1.5 | Candan | Туреччина | 4400 |
| Candan CM-02 | 1.5 | Candan | Туреччина | 5200 |
| Candan CM-05 | 2.4 | Candan | Туреччина | 8300 |
| P-4a-63650W TraceWeld SOLO | 0.65 | Dytron | Чехія | 14600 |
| SP-4a TraceWeld PROFI | 1.2 | Dytron | Чехія | 43500 |
| VTp.799.0.016040 | 1.5 | Valtec | Італія | 4100 |
| KERN Welder R40 | 0.6 | Kern GmbH | Німеччина | 4650 |
| KERN Welder R110E | 1.2 | Kern GmbH | Німеччина | 12300 |
Ціни на механізовані апарати (для великих труб) вище в 10-20 разів від наведених у таблиці. Але ці апарати призначені для робіт вже на комунальному і будівельному рівні або для промисловості і для побутових або офісними приміщеннями не використовуються. Ціна на зварювальний апарат для поліпропіленових труб залежить, в першу чергу, від діаметра труб, що зварюються. Відгуки споживачів свідчать на користь більш дорогих моделей. Відгуки досвідчених майстрів про недорогих моделях показують, що апаратом потрібно вміти користуватися.
Будується нове індивідуальне житло або планується капітальна модернізація інженерних комунікацій в старому будинку або квартирі - в будь-якому випадку, переважна більшість господарів в наше воліє відмовитися від використання сталевих труб. Їм на зміну приходять легкі, зручні в монтажі, естетичні зовні пластикові. При складанні водопровідних систем або контурів опалення не потрібно складних операцій по зварюванню металу або нарізки різьбових з'єднань, тому монтажні роботи стають доступними будь-якому середньостатистичному господареві житла - а це істотна економія, так як робота майстра коштує недешево. Та й сам матеріал - значно дешевше, ніж сталевий аналог.
З усього розмаїття полімерних труб одну з передових позицій по популярності завойовує поліпропілен. Невисока вартість труб і комплектуючих, широкий асортимент різноманітних сполучних і запірних елементів - все це дозволяє без надмірних витрат і досить швидко змонтувати системи практично будь-якого рівня складності. Однак, є одне «АЛЕ» - для цього буде потрібно спеціальне обладнання. Лякатися цього не треба - спеціальний апарат не настільки доріг, а навчитися роботі з ним можна дуже швидко. Отже, апарат для зварювання поліпропіленових труб який вибрати, щоб отримати надійного помічника, але разом з тим - і не переплачувати зайвого? Спробуємо розібратися в даній публікації.
Щоб робота зі зварювання поліпропіленових труб виконувалася якісно, \u200b\u200bмайстру необхідно чітко уявляти, які відбуваються при цьому процеси забезпечують надійне, герметичне з'єднання деталей.
поліпропілен - термопластичний полімер. При нагріванні до певної температури починається його розм'якшення і плавлення, перехід в рідку фазу, але при охолодженні матеріал знову набуває твердість, не втрачаючи при цьому своїх фізико-хімічних якостей і механічної міцності. Значить, якщо дві деталі, виготовлені з поліпропілену, нагріти в місці з'єднання до рівня розм'якшення, але не допускаючи при цьому деформації самого елемента, а потім з певним зусиллям поєднати, то станеться взаємопроникнення розплавлених шарів. Ну а після зворотної полімеризації вийде сполучення, що відрізняється практично повною монолітністю - якщо подивитися на розріз якісно виконаного вузла з'єднання, то кордон між двома деталями, швидше за все, візуально навіть не вдасться визначити.
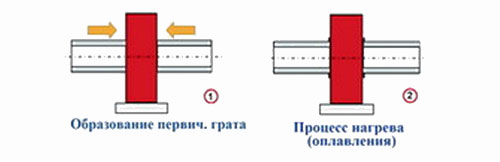
Отже, для зварювання поліпропіленових деталей необхідно забезпечити дві умови - розігрів до стадії оплавлення місць з'єднання та забезпечення їх стиснення для взаємопроникнення пластика і остаточної полімеризації. Це забезпечується двома основними технологічними способами.
стикова зварювання
Ця технологія використовується для з'єднання труб однакового типу, рівного діаметра. Надзвичайно важливі умови - забезпечення суворої співвісності стикуються деталей і ретельна підготовка торців для ідеального початкового прилягання поверхонь.
Потім проводиться одночасний нагрів обох торців сполучених труб, для досягнення розплавлення на необхідну глибину по всій площі поперечного перерізу.
Далі, слід стадія стиснення деталей, - це забезпечується додатком механічного зусилля, із зустрічними векторами, спрямованими строго по осі труби. В результаті в місцях розплавлення поліпропілену відбувається ефект дифузії - взаємного проникнення полімеру (поз. 2). Потім слід необхідна технологічна пауза, Для забезпечення повної полімеризації і отримання монолітного з'єднання (поз. 3)
Технологія здається досить простий, але на ділі це не зовсім так. Як зазначалося, до якості обробки торців труб, до їх строго співвісних розташуванню, до величині прикладеного зусилля пред'являються особливі вимоги. Без спеціального обладнання домогтися цього практично неможливо, а вартість подібних зварювальних установок - дуже висока. Тому такий тип зварювання поліпропілену в побутових умовах, як правило, не застосовується - він затребуваний більше в професійному середовищі при прокладанні магістральних комунікацій.
муфтова зварювання
А ось це - саме та технологія, яка доступна для використання в будь-яких умовах. Вимоги до ретельної центрівці деталей, і забезпечення необхідного стискає зусилля - нікуди не діваються, але їх виконання досягається вже зовсім іншим шляхом - за рахунок ретельно продуманих розмірів труби і муфти.
Зовнішній діаметр труби ( Dнт) Завжди трохи більше, ніж внутрішній діаметр муфти ( Dвм), Тобто в звичайному стані з'єднання просто неможливо.
Для забезпечення з'єднання проводиться одночасне нагрівання зовнішньої поверхні труби і внутрішньої поверхні муфти. При цьому довжина прогріваються ділянок щодо краю деталей - приблизно дорівнює.
Після прогріву досить прикласти зусилля рук, щоб труба увійшла в муфту на глибину провару. Помилитися із забезпеченням співвісності з'єднання в даному випадку важко (хоча певний контроль все ж потрібен). Діаметром деталей такі, що само по собі забезпечується необхідне зусилля стиснення в зоні сполучення - досить тільки утримувати деталі в заданому положення до взаємопроникнення і полімеризації матеріалу.
На прикладі показана муфта, хоча на практиці це може бути фітінг, перехідник, кран, трійник і інші фасонні деталі - принцип від цього не змінюється, так як всі вони забезпечені точно такий же муфтовий з'єднувальним ділянкою.
Різновидом муфтового є розтрубне з'єднання. Різниця лише в тому, що ділянки труб з'єднуються без муфт - для цього на одному кінці передбачений розтруб. В іншому ж принцип залишається тим же.
Пристрій апаратів для зварювання поліпропіленових труб
Апарати для стикового зварювання
Як вже говорилося, стикова зварка поліпропілену в умовах приватного будівництва або ремонту застосовується дуже рідко. Проте, принциповий пристрій апарату заслуговує хоча б поверхневого розгляду.
Зазвичай такий апарат більше схожий на верстат, механізм якого зібраний на станині з направляючими, по яких переміщаються блоки з хомутами-зажимами для двох труб, що забезпечують точну співвісну фіксацію труб. Найчастіше такі хомутне фіксатори комплектуються вкладишами-сегментами, розрахованими на різні діаметри труб.
У комплект входить електромеханічний торцеватели - двосторонній дисковий ніж, одночасно доводить торці труб до ідеального стану. Торцювати може бути знімним, у вигляді окремого блоку, або ж відкидним, на шарнірному з'єднанні.
Після стадії зачистки торцевать забирається, і на його місце між двома трубами встановлюється плоский круглий нагрівальний елемент, який забезпечує прогрів і початок плавлення матеріалу. Нагрівач теж може бути повністю знімним або відкидним шарнірним.
Наступним кроком йде фаза стиснення - нагрівач забирається (відкидається), а рухливі блоки з затиснутими трубами переміщаються назустріч один одному. Необхідне зусилля може забезпечуватися гідравлікою або механічною передачею - черв'ячної, гвинтовий, важеля і т.п.
Такі апарати - різні за розмірами і за типом силового приводу, можуть бути універсальними або ж розрахованими на певний діапазон діаметрів труб. Загальна риса у них - висока вартість, що робить їх застосування в побутових умовах абсолютно нерентабельним. Так в цьому і немає ніякої необхідності - для монтажу будь-яких напірних і безнапірних трубопроводів в будинку або квартирі цілком достатньо муфтової зварювання, тим більше, що для коротких відрізків саме вона є оптимальним рішенням, а якість з'єднань виходить навіть більш високим.
Апарати для муфтової ручного зварювання
А ось це - саме те обладнання, яке стане в нагоді домашньому майстру при створенні або реконструкції домашньої водопровідної або опалювальної системи. Механічного приводу, як вже зазначалося, не потрібно - досить м'язових зусиль людини. Тому і конструкція самого апарату надзвичайно проста.
У будь-якого апарату є рукоятка (поз. 1), щоб була можливість проводити зварювальні роботи на вазі, в важкодоступних місцях. З рукоятки, як правило, виходить кабель (поз. 2) для підключення до електромережі живлення 220 В.
На корпусі апарату (поз. 3) розміщені органи контролю та управління. Це індикатори нагріву (поз. 4) і регулятор-термостат (поз. 5), що дозволяє виставити необхідну температуру нагрівання (при зварюванні поліпропіленових труб малого і середнього діаметра зазвичай виставляється нагрів +260 ° С). Червоний індикатор говорить про роботу нагрівального елементу, зелений - про досягнення необхідної температури і готовності до роботи. Деякі сучасні моделі зварювальних апаратів можуть бути оснащені і цифровою індикацією режиму роботи.
Основна робоча частина приладу - це, власне, сам нагрівач (поз. 6). На більшості моделей він виконаний у вигляді товстої пластини мечевидной форми, хоча можуть бути і інші варіації - про це буде сказано нижче. Усередині нагрівача розміщені електричні спіралі, що забезпечують швидкий резистивний нагрів його поверхні.
На поверхні нагрівача є кілька наскрізних отворів - кожне з них необхідно для установки перед початком роботи пари нагрівальних елементів (поз. 7) - муфти та дорна, розрахованих на один діаметр труби. Муфта необхідна для прогріву зовнішньої поверхні труби, Дорн - для внутрішньої поверхні з'єднувального елемента (фитинга, муфти, перехідника і т.п.) Ці елементи скріплюються парно з двох сторін нагрівача за допомогою гвинтового з'єднання з головкою під внутрішній шестигранник. На нагрівальному елементі, в залежності від моделі апарата, зазвичай передбачається можливість установки відразу декількох (двох-трьох) пар муфт і дорнів, щоб в процесі роботи не відволікатися на переустановку при переході на інший діаметр труби.
У комплекті до всіх практично апаратів йде пристосування для його установки на підлозі або на верстаті (поз. 8) .. Це може бути платформа або підставка тієї чи іншої конструкції, але з обов'язковою можливості швидкого і простого зняття приладу в разі потреби і зворотного його установки .
Пари муфти-дорни зазвичай йдуть в комплекті, але можуть купуватися та самостійно, наприклад в разі втрати або необхідності заміни через зношування. Як правило, для домашніх водопровідних систем і контурів опалення цілком достатньо діапазону від 16 до 50, рідше - до 63 мм.
Вище була представлена \u200b\u200bнайбільш поширена конструкція апарату. Однак, можуть бути і певні різновиди.
Існують апарати, розраховані на великий діаметр труб, що зварюються. Вони відрізняються підвищеною потужністю нагрівального елементу і його особливою формою, що дозволяє встановлювати відповідні великі муфти і дорни.
Мечоподібна форма нагрівальної пластини також не є обов'язковою умовою. Випускаються апарати з укороченим нагрівачем, розрахованим на дві пари насадок, розташованих одна над іншою. З таким приладом буває набагато зручніше оперувати в важкодоступних місцях.
Останнім часом стрімко стали заробляти популярність оригінальні моделі апаратів з циліндричним стержневідной нагрівальним елементом. Для них, правда, використовуються дещо інші по конфігурації і способу фіксації муфти і дорни - вони «охоплюють» циліндр нагрівача за подобою хомута, розташовуючись при цьому діаметрально протилежно.
Установка муфти і дорна в даному варіанті ніяк не прив'язана до якихось заданих отворами положенням - майстер вільний розташувати їх в будь-якій області стрижня, змістивши до самого краю або, навпаки, в рукоятці, розташувавши одночасно кілька пар і т.п. Крім того, можна задавати певний розворот відносно горизонтальної площини - це буває іноді корисно при зварюванні особливо складних вузлів безпосередньо за місцем установки. До речі, апарати такого різновиду можуть мати і бічне розташування нагрівального циліндра - деяким майстрам в певних умовах буває зручніше працювати саме таким інструментом.
Подібні апарати прийнято відносити до професійного класу, але вони все частіше стали з'являтися і в арсеналі домашніх майстрів.
Відео: презентація зварювального апарату для поліпропіленових труб «Dytron SP-4a»
Про прийомах ведення зварювальних робіт в даній публікації розповідатиметься не буде. По-перше, про це вже було згадано на початку, при розгляді основних принципів зварювання поліпропілену, а по-друге - цій темі присвячена спеціальна стаття.
А в даній публікації краще відразу перейти до питання, як правильно підібрати потрібний апарат, Які критерії оцінювати при покупці.
Критерії вибору апарату для ручної муфтової зварювання поліпропіленових труб
Перш за все, потрібно правильно визначити коло завдань, які будуть вирішуватися за допомогою придбаного приладу. Якщо апарат необхідний для разових робіт по дому з поліпропіленовими трубами невеликого діаметру або для проведення модернізації наявних інженерних мереж в будинку або квартирі, то немає ніякого сенсу вибирати дороге устаткування. З такими проблемами цілком впорається якісний недорогий прилад середньої потужності. Головне, щоб господареві було зручно з ним працювати. Ну а в разі запланованого регулярного користування, інтенсивного навантаження - є сенс доглянути апарат серйозніше.
- Потужність зварювального апарату. Зазвичай для побутових потреб набувають прилади з потужністю, що не перевищує 1 кВт. Слід правильно розуміти, що будь-який зварювальний апарат нагрівається до потрібної температури плавлення поліпропілену, і показник потужності ні в якому разі не впливає на якість з'єднань труб. Просто більш потужний прилад приводиться в стан готовності від моменту включення трохи швидше. Крім того, після віддачі певної кількості тепла на прогрів деталей, що з'єднуються будь-якого апарату потрібен певний час на заповнення цієї «втрати». Зрозуміло, що у більш потужного устаткування такий інтервал буде коротшим. Але це помітно, скоріше, при «конвеєрному» професійному монтажі, а в умовах домашнього користування, коли зварювання будь-якого стику передує розміткою і приміркою, різниця навряд чи буде відчутна.
Більш високі показники потужності будуть потрібні і при монтажі труб великого діаметру - від 75 мм і вище. На практиці в умовах будинку або квартири з такими деталями стикатися не доводиться.
- Безпосередньо з потужністю зазвичай пов'язаний і наступний параметр - максимально допустимий діаметр труб, що зварюються. Можна особливо не повторюватися - більшість домашніх майстрів оперують трьома розмірами - 20, 25 і 32 мм, ну а самі апарати середньої потужності, як правило, здатні забезпечити зварювання деталей до 63 мм.
- Відповідно до цього параметру зазвичай йде і комплектування приладу муфтами і Дорн. Втім, нерідко прилади побутового класу мають в комплекті всього три пари нагрівальних насадок- від 20 до 32 мм, і цього буває цілком достатньо.
До речі, при виборі інструмента на якість такого оснащення слід звернути особливу увагу. Сумлінні виробники супроводжують своє обладнання муфтами і Дорн з тефлоновим напиленням (може в паспорті бути позначено абревіатурою PTFE). Це антипригарне покриття запобігає налипання розплавленого пластику на розпечені елементи, чим суттєво спрощує і прискорює роботу.
Температура нагріву і терморегулятор, інші органи управління. Практично всі зварювальні апарати для поліпропілену забезпечують нагрів в діапазоні від 50 до 300 ° С. Найчастіше доводиться працювати на установці 260 ° С. Позначення на шкалі терморегулятора повинні бути зрозумілі і розбірливі, положення маховика - добре фіксуватися, без розпущеності, щоб випадковим легким дотиком не збити задану температуру.
Деякі моделі оснащені цифровою індикацією температури нагріву. Необхідність такої опції при домашньому використанні апарату - вельми сумнівна, а вартість зростає дуже суттєво. Цілком достатньо двох індикаторів, про які вже згадувалося вище.
Апарат може бути оснащений клавішею загального включення - це зручніше, ніж запуск просто від включення в розетку. Крім того, на приладах професійного класу може бути передбачено два ступені потужності нагріву - є можливість перемикання в залежності від інтенсивності виконуваних робіт.
На якісних апаратах передбачається аварійна система відключення від мережі при загрозі перегріву.
- Обов'язково оцінюється зручність користування інструментом. Ручка апарату повинна добре «лежати в руці», мати протиковзке покриття, що не нагріватися при роботі.
Звертається увага на конструкцію і надійність підставки. Занадто легкі триноги або дуги іноді бувають незручні з тієї точки зору, що прослизають на рівній поверхні столу або підлоги - в цьому плані надійніше підставка, виконана за типом платформи. Якщо основний обсяг робіт передбачається проводити в майстерні, на верстаті, напевно найкращим вибором стане прилад з підставкою, що має затискний пристрій для фіксації на краю робочої поверхні - так буде досягнута максимальна стійкість апарату.
Комплектація апарату. Найчастіше має сенс купувати прилад, що йде в комплекті з усім необхідним додатковим інструментом і приладдям. Зазвичай все упаковується в компактний металевий кейс, тобто у господаря інструменту все буде під рукою при проведенні монтажних робіт.
На ілюстрації показаний добре укомплектований зварювальний апарат:
Має сенс купувати апарат з розширеною комплектацією - виходить дешевше
Крім самого приладу з ним в комплекті йдуть підставка, муфти і дорни шести різних діаметрів, гвинти, викрутка і ключ-шестигранник для установки оснащення, спеціальні ножиці для різання поліпропіленових труб, рулетка (може бути ще і невеликий бульбашковий рівень для точної розмітки та виставлення труб по місцю монтажу), робочі рукавиці, щоб уберегтися від випадкових опіків.
Все це, звичайно, можна придбати і окремо, але частіше за все якісний комплект обійдеться навіть дешевше, ніж покупка необхідного приладдя «розсипом».
Виробники зварювальних апаратів доя поліпропіленових труб, короткий огляд моделей.
При виборі будь-якого обладнання одним з визначальних критеріїв є репутація компанії-виробника. І хоча апарати для ручного зварювання поліпропіленових труб не можна назвати надто складними і високотехнологічними приладами, в цій області теж є певні авторитети.
Так, «законодавцями мод» у виробництві подібного обладнання вважаються «Rothenberger», «Valfex», «Dytron», «BRIMA», «Gerat», «KERN». Не менш надійні і затребувані апарати «Elitech», «Sturm», «Калібр», «Енкор», «PATRIOT», «Енергомаш», «DeFort». Головне, щоб купується обладнання було дійсно оригінальним, а не підробкою, і супроводжувалося заводською гарантією виробника.
На завершення, традиційно, невеликий огляд популярних моделей і середнього рівня цін на них.
| Найменування моделі, ілюстрація | Короткий опис моделі | Середній рівень цін, руб. (Квітень 2016 р.р.) |
|---|---|---|
| «BRIMA TG-171», Німеччина - Китай | Потужність 750 Вт, діаметр зварювання - до 63 мм, електромеханічний термостат, температура нагріву - до 300 ° С. Час розігріву - не більше 15 хв. В комплекті - шість пар насадок від 20 до 63 мм. | 3900 |
| Апарат з циліндричним нагрівальним елементом. Потужність - 1000 Вт. Діаметр зварювання - від 16 до 32 мм. Набір насадок (4 діаметра) з тефлоновим покриттям - в комплекті поставки. Ергономічна форма корпусу і ручки, що дозволяє проводити роботи у важкодоступних місцях. Електромеханічний термостат. | 2700 | |
| «Sturm TW7219», Німеччина - Китай | Модель підвищеної потужності - 1900 Вт, з можливістю включення повної і половинної потужності (оного або двох нагрівальних елементів). Шість пар насадок з тефлоновим покриттям. Максимальний діаметр зварювання - 62 мм. Час нагріву - порядку 12 хв. Розширена комплектація поставки, що не вимагає придбання додаткових аксесуарів. | 3300 |
| «Dytron Polys P-1a», Чехія | Високоякісний апарат професійного класу. Потужність - 650 Вт. Циліндричний нагрівач з капілярним термостатом високої точності. Діаметр зварювання - до 32 мм. Патентовані насадки колодкового типу на 3 діаметра, покриті високоякісним синім тефлоном. Шість положень температури. Автоматичний захист від перегріву. Маса - всього 1,3 кг, що полегшує роботу в важкодоступних місцях. | 11200 в мінімальній комплектації - прилад, підставка і три насадки. |
| «Rothenberger ROWELD P 40T», Німеччина | Потужність - 650 Вт. Максимальний діаметр зварювання - 40 мм. Мечоподібний нагрівач з можливістю установки двох пар муфта-Дорн. В комплекті - 4 пари насадок від 20 до 40 мм, високоякісне тефлонове покриття. Особливості цього приладу - вбудований термостат розрахований саме на поліпропіленові труби і запрограмований на високоточну підтримання стабільної температури 260 ° С. Маса приладу - 2,8 кг. | 14500 |
| «KERN Welder R63E», Німеччина | Модель професійного класу. Відносно невисока потужність, 800 Вт, і разом з тим - можливість зварювання труб діаметром до 63 мм. Шість пар насадок з тефлоновим покриттям в комплекті поставки. Високоточна електронна установка заданої температури з мікропроцесорним контролером, цифровий дисплей. | 13500 |
На завершення - відеосюжет про ще одному зварювальному апараті для поліпропіленових труб
Відео: апарат для зварювання поліпропіленових труб «CANDAN CM 03»