카테고리까지: 음식 푸투
금속을 붙이는 방법?
의심 할 여지없이 운전자는 예를 들어 오토바이 및 자동차 엔진의 헤드와 실린더의 균열을 닫고 Shtuner를 붙이고 브래킷을 붙이고 탱크의 균열을 닫을 수 있다는 것을 스스로 알고 있습니다. 이러한 로봇에 가장 적합한 접착제는 "에폭시 퍼티"와 "BF-2" 접착제입니다. 부착물은 또한 "EPO" 및 "EDP" 접착제입니다.
접착하기 전에 표면을 준비할 때 지방, 녹 및 거칠기를 제거해야 합니다. Irzhu zі 강철 부품은 zanurovshi їх로 50 - 60초 동안 에칭하여 제거할 수 있습니다. rozchin에서 scho는 농축 염산 30 부, 농축 (30 % -noy) 과산화수소 1 부 및 물 20 부를 청소하거나 cym으로 적시십시오. 이러한 디테일 처리 후에는 물로 헹구고 말릴 필요가 있습니다.
접착제는 기름을 바르고 에칭한 후 하루에 한 번 도포해야 합니다. 접착하기 전에 클램프, 볼트 등의 고정 부품을 미리 준비해야합니다.
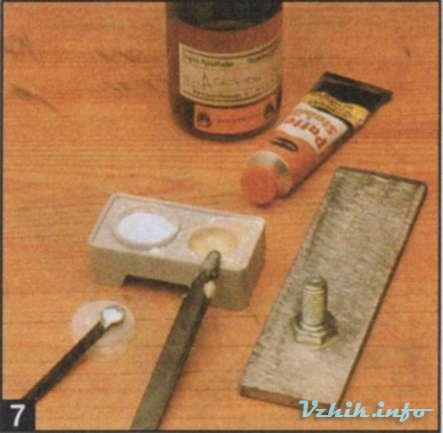
"에폭시 퍼티" її pіdіgіvayut를 붙일 때 항아리를 낮추고 판매되는 방식으로 30 분 동안. V 뜨거운 물. 접착제의 온도는 30 ° C를 초과하는 데 어떤 식으로도 책임이 없습니다. 레진은 희귀 경화제와 단호하게 혼합됩니다. 솔기의 면적이 약 10cm2이면 약 3g의 수지가 필요하며 경화 량은 대략 될 수 있습니다! / I 레진 레진 타입입니다. 경화제가 포함된 퍼티의 양은 15-20분을 넘지 않도록 준비해야 합니다. 빅토리아에게.
우리는 24년 동안 서로 달라붙는 아픈 표면을 접착제로 붙입니다. 준비된 접시에 짜내십시오. 솔기의 장력이 약 3kgf / cm2가되도록 부품을 누르십시오. 이름의 솔기에서 나온 과도한 접착제는 아세톤으로 제거할 수 있습니다.
경화제가 폭파된다는 것을 기억해야하므로 다음에 껌 벙어리 장갑에 접착제를 준비하고 적용하십시오. 접착제를 바르거나 손에 굳힌 경우 아세톤에 적신 간치 르카로 떼어 낸 다음 물로 손을 씻어야합니다. 특히 눈이 굳어지는 현상이 발생하므로 다량의 미지근한 물로 씻어내야 하므로 주의해야 합니다.
"BF-2" 접착제로 금속 부품을 붙일 때는 접착된 공격적인 표면에 바르고 1시간 동안 건조시킨 다음 실온에서 10~15분 동안 건조시킵니다. 50-60 ° C의 온도에서 (예 : 가스 렌지 오븐에서). 그런 다음 우리는 또 다른 더 큰 접착제 공을 바르고 "끈적거릴 때까지" 말립니다(접착제는 손가락에 달라붙지 않습니다). 세부 사항은 함께 접착되어 요리 된 pristosuvanni의 뒷면에 압착되어 1 ~ 2 년 동안 배치됩니다. 가스 렌지 오븐에서 130 - 150 ° C로 가열 한 다음 오븐에서 꺼내어 솔기의 잔류 수축을 위해 48 년 동안 건조시킵니다.; 그 후 첨부 파일이 정렬됩니다. 접착제 "BF-2"와 서로 붙어있는 표면에서 물은 책임이 없습니다. 땅벌레 접시를 붙일 때 이 접착제는 사용할 수 없습니다!
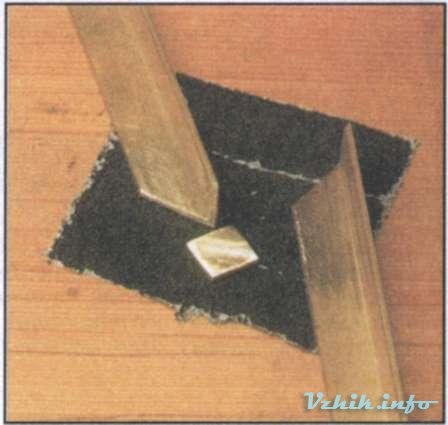
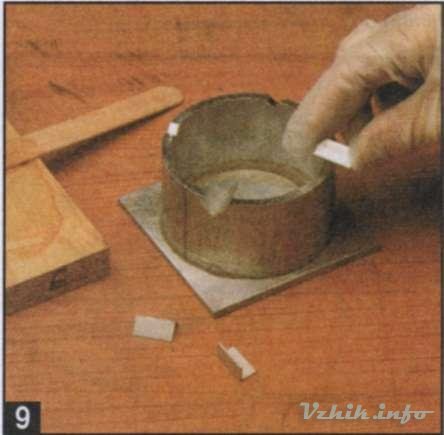
"에폭시 퍼티", 접착제 "BF-2", "EPO" 및 "EDP"는 탱크의 구멍을 막고 파이프라인에서 열 수 있습니다. 구멍의 너비가 12mm 미만인 경우에도 "에폭시 퍼티"가 묻은 패브릭 석고로 접착됩니다. 개구부에 석고를 바르고 가장자리를 앞쪽으로 청소하고 짐승으로, 중간에 접착제로 발라서 이음새를 덮고 플라스틱이 있고 가장자리가 금속입니다.
그레이트 로즈마리의 구멍도 천 석고로 밀봉되어 있으며 요가의 프로테오 짐승은 석고를 자르는 금속 패치로 고정되어 있습니다. Qiu 패치는 탱크의 금속 또는 파이프라인에 접착됩니다. Vykoristovuyuchi는 동일한 방법(패브릭 석고와 금속 패치)을 파이프라인 피팅에 붙일 수 있습니다.
자동차 또는 오토바이의 내부 연소 및 기타 chavunny virobs의 벼룩 머리에 균열이 "에폭시 퍼티"를 낳습니다. 경화 전 퍼티 그라우팅은 시멘트와 1 : 1의 비율로 혼합 할 수 있습니다. 놓기 전에 모든 균열을 따라 폭 6-8mm, 깊이 1.5-2mm의 홈을 자릅니다. 그루브를 폭 15-20mm의 표면에 놓고 아세톤이나 휘발유로 철저히 코팅 한 다음 퍼티로 채워 폭 30-40mm, 높이 2의 롤러가되도록하십시오. -3mm. 접착제가 균열을 봉인하기 쉽도록 부품을 수리하려면 최대 50 - 60 ° C까지 가열하십시오.
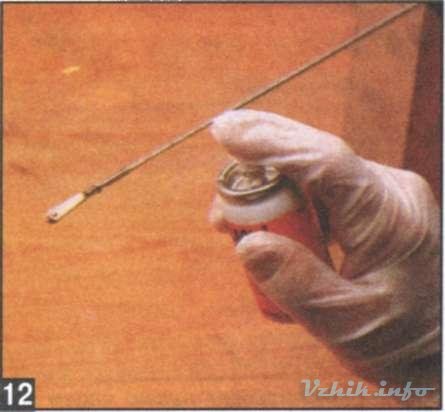
다양한 금속 물체의 구멍과 개구부는 추가 BF-2 접착제로 막을 수 있습니다. 이를 위해 금속 패치가 접착되어 5-10mm 더 열립니다. 개구부의 가장자리와 패치를 수세미로 10-15분 동안 앞으로 샌딩합니다. 접착하기 전에 면봉으로 닦고 아세톤에 담급니다. 그런 다음 접착제를 바르고 (더 많이 말했듯이) 클램프로 패치를 누르고 오븐, 전기 스토브 또는 전기 납땜 인두를 사용하여 접착제 이음새를 가열합니다.
접착의 정확한 전처리 모드를 사용하면 최대 100kgf/cm2의 접착력을 보여주는 접착 이음새를 다듬을 수 있습니다. 또한 이음새는 내열성 및 내수성으로 마감되어야 합니다. 사실, 뜨거운 물이 건조하면 (60 ° C) 악취가 망가집니다.
금속을 붙이는 방법?
지금까지 "BF-2"접착제를 권장하는 가장 짧은 "에폭시 퍼티"와 암석으로 금속을 접착하는 것이 중요합니다. vicorist 접착제 "EDP"또는 "EPO"의 주인 인 vicorist "Epoxy universal"접착제를 아는 것은 풍부합니다.
그러나 당신은 접착제를 얻지 못할 것입니다. 접착하기 전에 표면을 준비하는 과정은 거의 동일합니다.
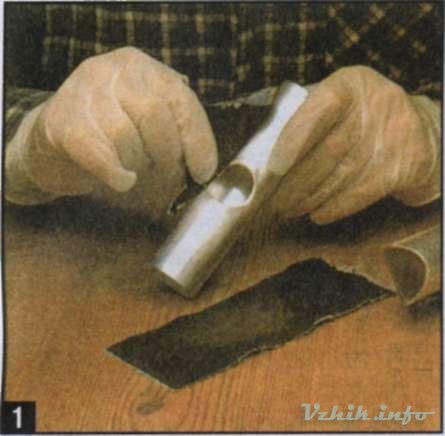
먼저 표면의 모든 것을 위해 필요에 따라 붙이고 싶다면 패치, irzhu로 지방을 청소하고 반바지 표면을 털십시오. 지방과 오일은 휘발유 또는 miyuchy zasobіv 소매점에서 제거됩니다. Irzhu zі 강철 부품을 에칭할 수 있습니다. 에칭을 위해 특수 디자인이 준비됩니다.
- 60% 진한 염산;
- 38% 물;
- 2%(30%) 과산화수소.
워시로 표면을 닦은 후 물로 잘 헹굽니다. 큰 장미가 아닌 접착 표면으로 금속 절임 용 크기의 하나 (!) 퀼에 간단히 zanurit 할 수 있습니다.
접착제는 기름칠이나 에칭 직후에 적용해야 하지만 건조한 표면에 적용해야 합니다! 함께 접착되는 부품을 고정하기 위해 미리 준비하는 것을 잊지 마십시오. Tse mozhe buti jgut, 클램프 또는 시간의 sprat와 같은 유리한 위치 (지침에서 접착제에 추가 할 내용)가 잘리고 함께 붙어 있습니다.
"에폭시 퍼티"로 붙일 때 접착제가 든 병을 뜨거운 물에 넣어 최대 30도 (!!!)까지 가열해야합니다. 드문 경화제로 Pіdіgіtu 타르 좋은 zm_shati. Sumish는 더 이상 준비하지 않고 승리하기 전에 15분 동안 낮추십시오. 부착 준비 과정에서 상처를 표면에 붙이고 도바에 압착합니다. 짜낸 후 이름처럼 생긴 여분의 접착제는 깨끗한 아세톤으로 제거했습니다. humov 벙어리장갑에 접착제가 있는 Raju pratsyuvati, 그래서 딱딱한 잔해처럼!
접착제 "BF-2"로 금속을 붙일 때 기술이 다릅니다. 접착제는 함께 붙어 있고 오랫동안 건조되도록 허용되는 공격적인 표면에 적용됩니다. 좋은 결과는 실내 온도에서 건조하자마자 좋은 결과가 나오고 50-60 도의 온도에서 추가로 퀼린 15를 건조시킵니다 (예 : 가스 렌지 오븐에서). 그런 다음 다른 접착제 공을 바르고 말리면 접착제가 손가락을 서로 붙일 수 없습니다. 친절하게도 마지막 디테일은 짜낸 다음 오븐에 넣고 130-150도까지 1-2년 동안 가열합니다. 부품의 잔류 축적을 위해 구조는 상온의 열에 두 도비 더 남아 있습니다. 사소한 과정을 거친 후 모든 zatisknі 별채가 분류됩니다.
따라서 fahivtsiv의 생각에 따라 체인 및 테스트 프로세스, 에일 와인은 오늘날까지 금속을 붙일 때 최상의 결과를 제공합니다.
유능한 pіdіbravshi kleyovі 창고는 금속 표면인지 여부를 붙일 수 있습니다.
이러한 접착제 백을 사용하면 금속과 금속을 혼합하고 필요에 따라 금속을 다른 재료와 혼합할 수 있습니다.
접착제에 Z'ednannya 금속은 자동차, 항공 및 조선 산업의 조리실에서 널리 사용됩니다. Їх zastosovuyut는 금속 블랭크의 평면 및 점대점 절단뿐만 아니라 건설적입니다.
원칙적으로 접착제에는 1액형과 2액형의 두 가지 유형이 있습니다. 또한 부드럽고 적당한 경화의 접착제로 강화됩니다. 어떤 종류의 접착제는 vikoristovuvaty이며 공작물 표면의 형태와 힘뿐만 아니라 진보의 형태로 퇴적됩니다. 사실 우리는 그것을 취할 것입니다.
zcheplennya mіzh의 안전을 보장하기 위해 표면 표면과 접촉하는 것처럼 블랭크로 얻습니다. 그러나 프라이머는 청소되고 오일은 기름칠되지 않습니다. 이 방법으로만 z'ednan, povnyannoy의 지혜에 도달하거나 납땜 및 zvarn을 뒤집을 수 있습니다.
접착제로 수동으로 연습하십시오. 접촉면에 적용하기 쉽고 함께 접착되는 부품이 서로 강하게 눌려집니다. 여기에는 일반적으로 특수 장비가 필요하지 않습니다.
접착 전 블랭크 준비
접착 본딩의 가치는 세부 사항을 붙이기 전에 잘 준비하는 것 외에도 무엇을 놓을 것인지가 풍부합니다.
먼저 기계적 청소, meta yakoї - ford, fat, farba 또는 irzhu를 제거하십시오. 이 접촉을 위해 표면은 입자 크기가 60 또는 80인 샌딩 페이퍼로 처리됩니다.
청소를 위한 화학적 자시브는 접착제와 함께 접착되는 부품의 재질로 요약할 수 있습니다. 경화된 표면을 준비하는 데 사용할 수 있으므로 청소에 필요한 재료를 표시하기 위해 접착제 도포 지침을 살펴보십시오.
잘 닦인 표면만 접착제로 붙일 때 표면에 닿아 밀봉이 잘 됩니다.

스트리핑 후 권장 세척 방법 중 하나로 표면을 세척합니다. Tse mozhe buti 아세톤, 알코올, 가솔린 정화.
2액형 접착제를 기반으로 한 구조적 구성
부품의 접촉면은 심하게 탈지되고 샌딩 페이퍼로 처리됩니다.

두 가지 구성 요소에서 그들은 식물의 특성에 따라 희박하거나 반죽 같은 일관성의 합계를 준비합니다.

접착제는 손상된 부분에 주걱으로 도포됩니다.
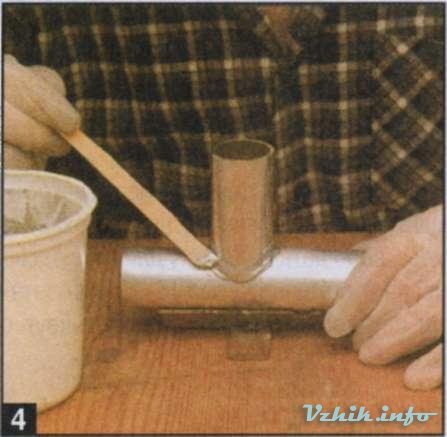
접착제로 파이프 스틱에서 나온 후 주걱으로 매끄러운 솔기를 형성하여 미츠 네를 고정하고 밀봉하십시오.

접착제로 경화시킨 후 솔기 (또한 zvaryuvalny 또는 납땜)를 톱으로 자릅니다.
접착제가있는 금속 분말 또는 tirsi의 합으로 부품 또는 코르크의 일일 부품을 형성하고 빈 부품으로 채울 수 있습니다.
이러한 접착제는 우수한 응집력과 zapovnyuyut 지배력으로 만들어지며 수축하지 않고 허영심을 짜내십시오. 에일은 zrіz에서 썩은 냄새를 풍깁니다.

비닐 또는 에폭시 수지를 기반으로 하는 2액형 접착제는 알루미늄 부품을 접합할 때 매우 효과적인 것으로 입증되었습니다.
작은 부품을 붙일 때 얇은 볼로 희귀 접착제를 바릅니다. 부품 스틱의 이음새를 다듬으려면 두꺼운 공으로 접착제를 바릅니다.
BISTRO-CURING "두 번째" 접착제

4-5 가닥 후에도 하나씩 누른 후 클램프 블랭크가 서로 접착되어 있음을 알 수 있습니다. 임명에 대한 임명은 24 년 후에 주어질 수 있습니다.
활성제는 분말화되어 반응 속도를 높이고 공정 강도를 높입니다.
접촉 접착제
접촉 접착제는 보편적이지만 악취가 굳으면 수축합니다. zv'yazku z tsim에서 scho skleyuyuyuyutsya 표면은 1-2mm의 여유분으로 번질 필요가 있습니다.
접착제 공이 더 얇고 고르게 적용될수록 더 많은 mіtsnіshe가 닫힙니다. 표면에 적용된 접착제는 요가를 위해 얼룩을 주어야 합니다. 약 15~20분 후, 짧은 1시간에 걸쳐 세부 사항이 잇달아 짜집니다.
탄력
대부분의 1액형 접촉 접착제는 영구적으로 탄성이 있습니다. 그 악취는 z'ednan, scho가 zrіzati 모험심을 알기 위해 받아 들일 수 없습니다. 큰 접촉면을 가진 공작물을 접착하는 데 이상적인 악취가 나고 높은 내비게이션이 아닙니다.
다른 물질과 금속을 접착할 때뿐만 아니라 금속에 다른 접착제를 비효율적으로 붙이는 것은 드문 일이 아닙니다. 심각한 문제접착제에 숨겨진 소매점의 주입에 민감한 플라스틱과 금속을 결합 할 때 비난받을 수 있습니다. 이 시점에서 시범 테스트에 대한 재고가 필요합니다.

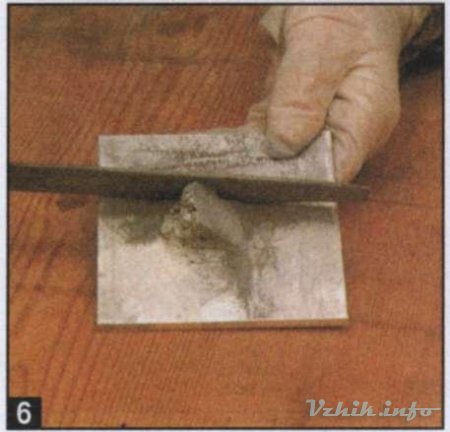
다른쪽에 한 조각을 붙일 필요가있는 경우 (이 경우 올리브 스탠드) 접착 영역에서 비터를 굴리고 얇은 공으로 접착제를 바릅니다.
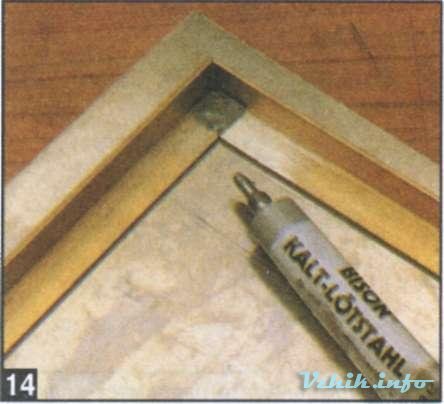
"콜드 즈바류반야"
나머지 시간에는 정신적인 이름으로 판매에 접착제가 나타났습니다. " 더 추운 zvaryuvannya". 끓는 물, 기름, 휘발유 및 묽은 산에 Tsі kії stіykі. 건물 vitrimuvati 온도의 악취는 -30에서 + 100 ° C입니다.
"차가운 양조" 유형의 접착제는 얇은 볼로 접촉면에 도포해야 합니다. 공격 공의 피부는 그 후에 만 \u200b\u200b마른 것처럼 적용해야합니다. 이 적용 방법에는 접착제의 급격한 수축과 세부 사항 사이의 일부 "rozt_kannya"가 포함됩니다.
접착제가 끝나면 블랭크의 가장자리, 이음새 및 가장자리를 접착제로 칠하여 소위 "경도 리브"를 만듭니다. 세부 사항 사이의 조인트에서 접착제 경화 시간은 3-4 deb입니다.
접착제는 얇은 공 모양으로 접촉면에 도포됩니다. 먼저 공격용 공을 바르고 전면이 건조한 상태에서 싹이 트도록 해야 합니다.
"경도의 갈비뼈" 접착 부위 주변의 이음새는 접착제로 덮여 있으며 볼로 채우는 것과 동일합니다.
접착제를 참조하십시오
사진은 "seconds"(하단), 2액형(중간 및 상단) 및 1액형(오른쪽 하단)의 세 가지 접착제 그룹을 보여줍니다.
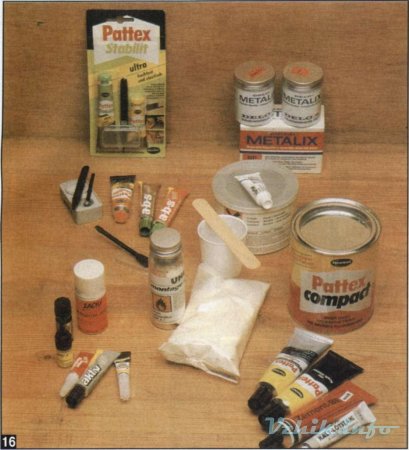
접착제는 튜브, 캔 및 단지에 있을 수 있습니다. 잘 정돈된 용기의 경우 글루는 1시간 동안 힘을 소모하므로 굳이 예비로 구매할 필요는 없습니다.
"2 차"접착제 - Shvidkootverzhdaєmy, 그러나 그들은 vіdchuvayut가 허영심을 늘리고 짜내는 바닥과 섞여 있습니다.
2액형 접착제는 적절하게 경화됩니다(24년 이상). 일반적으로 zastosuvannya에 대한 지침에는 접착 시간을 가열하기 위해 시간 변경에 대한 권장 사항이 제공됩니다. 이러한 접착제는 건설(파워) 목적으로 사용됩니다.
1액형 접착제는 그 자체로 "두 번째" 쇼도 응용 분야에 대한 경쟁자입니다. 그러나 악취는 더 탄력 있고 수축됩니다. 그래서 그들은 기본적으로 vikoristovuyut, de z'єdnannya는 큰 야망에 굴복하지 않습니다.
UVAGA: 안전하게 들어와!
금속의 모든 접착제는 "순수한 화학 물질"이며 공격적인 소매점을 보복합니다. 그들과 함께 작업할 때 건물을 주의 깊게 확인해야 합니다. Pratsyuvati는 zahisnіy mastsі에서 스웨트 셔츠 (또는 마른 코트)와 humovy 장갑으로 미끄러졌습니다.
KLEJOVI Z'EDNANNYA 내비게이션
Kleyove z'єdnannya는 다양한 관심사를 알고 있습니다. 목적지 유형 - tse 중요한 기준접착제를 선택할 때.
아래의 작은 것은 접착제 z'ednan에 보고되는 직접 zusil에 대한 알림을 제공합니다. 다른 유형화장대.
실질적으로 모든 유형의 접착제는 쉽게 줄무늬가 생기고 늘어나거나 압착됩니다. vykonannya gluovyh z'єdnan의 경우 scho는 스트레칭 및 엠보싱, 추가 "초" 및 접촉 접착제에 대해 작업합니다. "stretching-zrіz"의 긴급성을 알기 위해 하루 전에 제시되는 높은 천장이 아닙니다.
거기, de dut zrіzati navantazhennya 및 navantazhennya "squeezing-zrіz", gluey z'ednannya는 특히 mіtsnimi의 유죄입니다. 예를 들어 오버레이와 터프트를 사용하여 강화하고 접착 이음새를 최대화합니다.
피부에 가져올 무언가에 접착제로 붙입니다. 언어가 종이나 판지에 관한 것이라면 분명히 문제가 없으며 일반적으로 비난받을 수 없습니다. 필요에 따라 금속 물체를 접착하는 방법은 어떻습니까?
접착 금속 - 접는 과정으로 비인격적인 요인에 직면하여 퇴적되어야합니다.
접착제와 함께 사용해야 하는 금속(알루미늄, 강철, 구리, 스테인리스강 등)
야크 navantazhennya 거짓말 vitrimuvati 접착제 솔기;
표면이 함께 접착되는 방식(매끄러움, 반바지) 등
접착에 대한 단일 지침을 작성하는 것은 쉽지만 몇 가지 보편적인 기쁨이 있습니다.
금속을 붙이는 방법? 코브의 경우 접착을 위해 표면을 준비해야 합니다. 표면에 스커프 마크, 스케일, 녹, 찌그러짐 등이 있는 것은 용납할 수 없습니다.
좋은 접착 결과를 얻으려면 부품이 가능한 한 일대일에 가까워야 합니다. 즉, 부품이 매끄러워야 합니다.
표면은 기계적 및 화학적 두 가지 방식으로 처리됩니다.
샌딩 이송에 상당한 압력이 가해지지 않으면 에머리 휠이나 바, 모래, 금속 실드 등을 사용하여 표면을 기계적으로 청소하고 연삭하여 수행할 수 있습니다.
Ale은 원칙적으로 공격적인 방법을 중지해야합니다. 화학적 처리 방법은 지방을 제거하고 산화물을 녹이고 표면의 매질을 교체하여 빠른 흡착을 위해 사용됩니다.
화학 세척 직후 표면을 접착하여 산이 튀는 경우 산화물이 다시 녹도록 해야 합니다.
금속 용 접착제는 일반적으로 BF-2, 에폭시 수지 기반 sumish,
Phoenix, zastosovuyutsya도 밀봉제를 사용하고 독립적으로 sumishi를 준비합니다.
이 레시피를 사용하면 속도를 높일 수 있습니다. 시르카 가루 한 부분, 껍질(말린 것) 열여섯 부분, 암모니아 두 부분을 섞습니다.
사워 크림이 걸쭉해질 때까지 sumish를 물로 희석합니다. 두 단계로 접착제를 바르십시오. 첫 번째 공은 약간의 건조 함, "shopitis"에 대한 책임이 있고 다른 공이 적용되고 세부 사항이 일대일로 조심스럽게 덮여 있습니다.
금속 접착용 접착제는 다음과 같은 이유로 인해 발생합니다.
buti dosit 유체 - "점도 pereskodzhaє zapovnennyu nerіvnosti"에서 불필요합니다.
부식 저항에 대한 무죄;
접착 성 프로슈토가 굳은 후 탄력있는 것으로 채워지는 유죄입니다.
금속 용 내열성 접착제, 접착 부품 용 zastosovuetsya, 상당한 온도 주입이 필요합니다.
접착제 BF-2 빌딩 vitrimat 온도 최대 180 ° С. 고온 TK-1000(최대 1000ºC), K-300(최대 300ºC), VT-200(최대 200ºC) 등을 중지합니다.