paigaldus polüpropüleenist torud oma kätega - ülesanne, mis on teostatav kõigile, kes on rohkem või vähem osavad füüsilises töös.
Kõrge nadіynіst zvarnyh z'єdnаn võimaldab viroblyaty prihovleniya torujuhtmete paigaldamist - s hüpoteegid projekteerimisel budіvlі. Need loovad disaini seisukohast täiendavaid eeliseid.
Plasttorude ehitamise üldreeglid
Plasttorude ühendamiseks on kaks võimalust - pistikupesa ja pulk. Sõltumata tihendusmeetodist on polüpropüleenist torude keevitamisel vaja järgida eeskirju, ilma nii kõrge kvaliteedita ei saa õmbluse kvaliteeti tagada.Hea zvaryuyutsya saab ainult termoplastist üks keemialadu Seega tuleb 3. tüüpi PP torud ühendada 3. tüüpi PP torude ja liitmikega. Sama marki torude jaoks pole nende värv oluline. Vіn vyznaєtsya isegi väike kogus keemiliselt neutraalset pigmenti, et mitte röövida infusiooni kohta zvaryuvanіst.
Torude ja tööriistade Zvaryuvani osad tuleb puhastada. Eriti negatiivne on õli ja rasva olemasolu osade pinnal. Neid on vaja näha täiendava alkoholi, atsetooni või muude jaemüüjate jaoks. Tööriista tuleb puhastada alkoholiga. Vikoristovuvan nendel eesmärkidel ganchir'ya ei ole süüdi kiudude ammendumises.
Segaduseni võite tuua sama palli polümeerile, mis pärast ultraviolettkiirguse mõjul hävingu ära tundmist ja jälle hapu. Seda näete ainult mehaanilise puhastamise teel. Mõnikord võib torude pinnale settida kondensaat, mis võib muutuda ka taime jaoks ohtlikuks. Enne toiduvalmistamist її on vaja sushit näha.
Abi saamiseks pole vaja püüda kiirendada päeva jahtumist ega külma tuult. Shvidka jahutusõmblus võib põhjustada pinge purunemise, mis vähendab selle tugevust. Polüpropüleenist torude ehitamine toimub reeglina vajaliku tuule madalal temperatuuril, jahutust on vaja suurendada, kattes õmbluse kanga või isoleermaterjaliga.
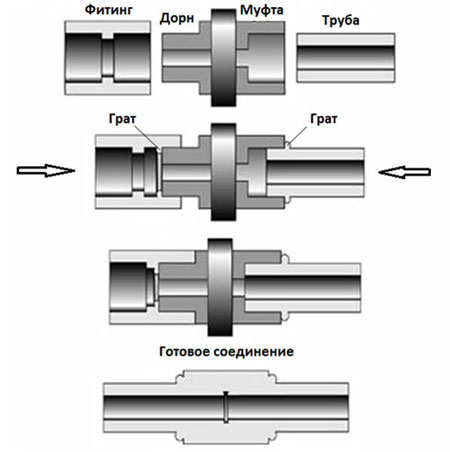
Keevitamine plasttorud pistikupesa toru on peamine paigaldusviis erineva tähistusega torustike paigaldamisel majadesse ja korteritesse;Polüpropüleentorude keevitamiseks tehakse liitmikud (lõiked, tiisid, sisselaskeavad) samast materjalist, millest te ise torustate. Täiendavate õnnestunud detailide valik on lühidalt näha, haisu tagumisest funktsioonist ühekorraga killud mängivad ka elementide rolli, mis tagavad otsetorustike vahetuse.
Skemaatiliselt protsess, kus pesa keevitatakse torusse ja pinnale sulatatakse (välispinna torud ja sisemised liitmikud) spetsiaalse küttetööriista abil, kuumutatud osade voltimine (toru liitmikusse sisestamine) ja külmutamine selles. asendisse kuni jahtumiseni.

Z'ednannya vroshrub є rohkem üldkulusid, madalam zvaryuvannya vstik. Paigalduse olemus (toru sisestatakse liitmikusse) kindlustab selle liikumise, ei mõjuta torude tsentreerimistööriista ega paku praktilistele algajatele coristuvachile suurt jõudu. Polüpropüleenist torude isekeevitus on teostatav mitte ainult mehele, vaid ka rikastele naistele.
Liitmik pesa keevitamiseks. Aparatuur polüpropüleenist torude pistikupessa keevitamiseks, mida nimetatakse ka jootekolbideks või jootekolbideks, on pikendus, mille põhiosa moodustab soojenduspea, millele on kinnitatud vahetuselemendid - mufti ja dorni. Esimesed soojendavad torude välispindu, teised soojendavad liitmike sisepindu.

Ilma keskmise kuumuseta teen kõige sagedamini trikooplaadi kuju, soovides teritamist ja muidu nähtavat. Plaatide laienemine määrab düüside laienemise (torude läbimõõt, mida saab keevitada) ja küttepaaride arvu, mida saab korraga paigaldada. chim rohkem ala plaadid, tim on tihedam aparaat.
Kui need on fikseeritud, tuleb muftid ja dornid asetada sellisesse asendisse, et nende kokkupuude kogu tugipinna plaadiga oleks ohutu.

Kui jootekolb on pingul, nagu hülss ja südamik puutuvad plaadiga kokku kogu ala ulatuses, saavutatakse nõutav küttetemperatuur 260 °C mis tahes kukkumisel – olenemata jootekolbi tihedusest (s. mõistlikud piirid). Lihtsalt pingutamisseadme töörežiimi lülitumiseks kulub rohkem kui tund ja pingutava seadme jaoks madalamal.
Kasutage jootekolbide mudeleid, mille küttepea on käärikujuline. Selle peamine eelis on kompaktsus. Mis puudutab tehnilisi parameetreid, siis pea kuju neile erilist pritsimist ei tekita.

Oluline väärtus võib olla soojusanduri tüüp. Täpsemalt kui joogorobot ja väiksem temperatuurisunni ulatus, täpsemalt jootekolb. Kõige põhjalikumad on elektroonilised temperatuuriregulaatorid, mis on termistorid, mis juhivad temperatuuri mitte ainult täpselt, vaid ka torude ja liitmike tööpindade lähedal. See muudatus võimaldab vähendada seadme temperatuuriinertsust, viia kütteauru tegelik temperatuur nullile lähemale, nagu see lisaseadme skaalal paistab. Kapillaartermostaadid ja rohkem bimetallreleed töötavad jämedalt. Reguleerimisulatus ning torni ja muhvi tegeliku temperatuuri erinevus ja tієї, nagu on paigaldatud tarviku skaalal, on neil termistoride jaoks rikkalikumad madalamad.
Kuid olenemata temperatuuriregulaatorist tuleb pärast seadme töörežiimi lülitumist (indikaatori näidikutega) anda talle nende eest veidi rohkem krediiti, et düüside temperatuur jääks z ієї, justkui oleks manuse näitamine. І ainult teist korda tööle asumiseks.
Võite kasutada jootekolbe kahe erineva intensiivsusega kütteelemendiga, mis on varustatud hotelli küttekehadega. Pealegi on naha kuumutamise tihedus ohutu temperatuuri režiimüksi. See võimaldab teil valida optimaalse intensiivsuse või põletada esmalt mõnda muud kütteelementi, mis suudab põletada. Töörežiimist sunnitud väljumiseks saab küttekehasid korraga sisse lülitada.
Tornide ja liitmike komplekti jaoks võib polüpropüleenist torude paigaldamise seadmete komplekt sisaldada mitmesuguseid lisatööriistu ja -materjale - Fascoznimachi, Calebruvach, trimmerid, torude lõikamiseks mõeldud noad, mis puhastavad maapiirkonda. Kõik need ei sisaldu põhipaketis, mõned on valikulised.

Õllepruulimisaparaadi varustamine ettevalmistavate toimingute tööriistaga pole vähem oluline, madalam tehnilised omadused jootekolb ise. Bazhano ema Yakomoga suurendas värbamist, et anda võimalus töötada toruga sõltumata tugevduse suurusest ja olemusest.

Pistikupesa keevitamise tehnoloogia
Toru tegelik läbimõõt on suurem kui nimiläbimõõt ja sisemine läbimõõt liitmik - torujuhtme nimiläbimõõdust väiksem troch. Näiteks 20 mm läbimõõduga toru välisläbimõõt võib tegelikult olla 20,3-20,5 mm ja 20 mm läbimõõduga torujuhtme liitmiku siseläbimõõt võib olla 19,5-19,7 mm. Nende keskosas olevate haakeseadiste ja tornide tööpindade mis tahes läbimõõduga (otste tööpinnad, koonus on 0,5 ° lähedal) vastavad nimiläbimõõdule.Selles järjekorras ei saa kütteta toru ja liitmikku segada ühendusmuhvi ja südamikuga, mitte ühega.
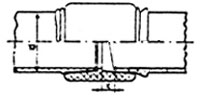
Soojendusega hülsiga toru summeerimisel sulatatakse toru välimine pall ja nimi moodustatakse rulliku (burr) kujul ning sisemised pallid kuumutatakse lõpuni, nii et need tõmbuvad tihedalt kokku. ja laske torul soojendusega hülsi sisse minna. Sarnast efekti täheldatakse ka kuumutatud südamikuga paigaldamisel. Kui toru ja liitmik on kuumutatud, on toru vedruga ja liitmik vedruga. Selle tulemusena pindu kuumutatakse, reljeefselt üks ühele, kootakse ikka ja jälle ilma sulamaterjali segamata.
Polüpropüleenist torude pistikupessa keevitamise tehnoloogiat kasutatakse kõige arenenumateks toiminguteks: torude lõikamine, osade ettevalmistamine enne keevitamist, paigaldamine ja mähised keevitusmasina töörežiimi jaoks, osade paigaldamine kütteks, jahutuse ja jahutuse kogumine.
Ilma suurema vaevata ühendan toru ja liitmiku käsitsi kuumutatud tööriistaga ja seejärel ühendame toru õhus oleva liitmikuga ainult väikese läbimõõduga torustike ehitamisel - kuni 40-50 mm. Üle 50 mm läbimõõduga torude keevitamiseks on parem kasutada torude keevitamiseks spetsiaalseid tsentralisaatoreid.
torude lõikamine. Lõika trompetid spetsiaalsete kääridega, mis hõlmavad seina kokkuvarisemist.

Torude ja liitmike ettevalmistamine enne keevitamist. Standardne ettevalmistus on toru välispinna ja liitmiku sisepinna puhastamine ja rasvatustamine. Kuid standardse ja erilisema väljaõppe koor, samuti tugevdatud torude valik, ei ole kõik, vaid ainult mõned neist. Polüpropüleenist torude ise paigaldamine oma kätega on vajalik, et teada saada torude ettevalmistamise iseärasusi, milleks võib olla erinev tugevdus.
Alumiiniumi või klaaskiust tugevdusega Zavdyaki komposiit-PP torud saavutavad torujuhtme kõrge termilise stabiilsuse (madal temperatuuripaisumine), selle languse tõttu on vaja paigaldada temperatuuri kompensaatorid kõrvetava ja kuuma veevarustussüsteemidesse. Lisaks tugevdamine alumiiniumiga, sh happe difusioon süsteemi. Tunginud läbi seina toru kisen naschuє vett suletud kõrge temperatuuriga süsteemid gaas, mis põhjustab kavitatsiooni ventiilides, pumpades ja muudes torujuhtme elementides.
Ilma tugevduskuulita või klaaskiuga tugevdatud trompetid ei vaja erilist ettevalmistust.
Alumiiniumiga tugevdatud torud, mis on pinna lähedal (õhukese polüpropüleenist dekoratiivkuuli all), kasutades spetsiaalset tööriista - pardlit, et eemaldada tugevduspall. Kui zvaryuvannі PP torud tsey palli tuleb näha, schob bezpechit mіtsnu і nezryvny zv'yazyok torustik koos liitmikuga.


Trompet, sellises pallis pole seina keskel alumiiniumvahesid; Kui te midagi ei lõhu, võib vesi tungida kõvastunud tugevduskuulist seina keskele ja vibreerida її puhudes.
![]()
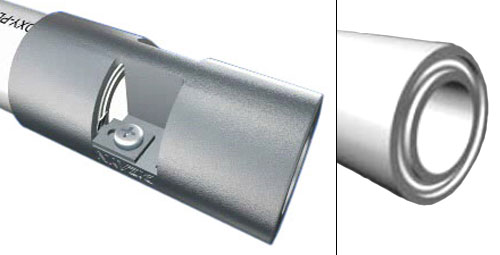
Allpool osutate foto kärpimata (vale) ja kärpimata (õige) lõigete lõigetest.


Lühima tulemuse saab spetsiaalsete haakeseadiste paigaldamisel. Selline konstruktsioon tagab, et armeerimispalli servad on mähitud polüpropüleeniga (joogo telliskivi), mille tulemusena lülitub kokkupuude veega välja.



Mõned torutootjad annavad soovitusi toru ettevalmistamisel enne keevitamist, sõltumata tugevduskuuli olemasolust, kalibreerimisest vastavalt välisläbimõõdule ja faasidele. Esimese vajalikkust selgitab trompeti võimalik ellips, kuna see on kalibreerimise viga. Faaside vähendamine muudab toru ühendamise ühendusse lihtsamaks. Kuid enamikul juhtudel, kui keevitate polüpropüleenist torusid oma kätega, ärge muretsege nende toimingute puhul esimese ega teise pärast.
Keevitusmasina ("jootekolb") ettevalmistamine. Toru ette tuleb kronsteini või voodi külge kinnitada polüpropüleenist torude keevitamiseks mõeldud jootekolb. Kütteks paigaldamise tunni all lisatakse susilla detailidele detailid, mis kantakse jootekolbi. Töö tõhususe tagamiseks on vajalik, et veinid oleksid tugevad ja kindlad.
Pärast seadme paigaldamist paigaldatakse kütteelemendile kuum paar (Dorn ja sidur), pärast täiendavat lülituslülitit paigaldatakse vajalik küttetemperatuuri väärtus ja seade lülitatakse sisse. Polüpropüleenist torude pesasse keevitamiseks mõeldud tööriista temperatuur peaks olema 260 ± 10 ° С. Teisel viisil kasutavad toru ja liitmik kõvadust ja seda on võimatu lüüa.
Osade paigaldamine kütteks. Kui polüpropüleenist torude laadimise seade läheb töörežiimi (vastutab liitmiku näidu andmise eest), paigaldatakse toru ja liitmik kohe kütteks - toru sisestatakse ühendusse, liitmik surutakse Dornile. . Kuna osi pole üleöö võimalik paigaldada, paigaldatakse kõigepealt liitmik, kuna see on massiivne.


Torud ja liitmikud teevad materjali toetuseks, mida nähakse osade paigaldamise ajal, utvoryuyuchi rest - rull rõnga nägemisel. See hävitamine nõuab lauluvõime aruannet. Kuid me ei süüdista Zusillat, vaid täidame üksikasjad samm-sammult, teda taga ajades, et loss saaks korralikult vormitud. Nagu sobivus Dornile vabalt, ilma segaduseta peale suruda ja jootraha pühitseda, tähendab see, et õigustada ja võita on võimatu.
Detailide paigaldamisel on vaja kontrollida nende paigalduse sügavust, eemaldada susilla, kui hais tabab muhvi põhja ja südamiku ülaosa. Teisel juhul on võimalik vahetada toru tagumikku ja vaheliitmikku. Puuraugu sügavuse kontrollimiseks puhu toru muhvi sisse, sellele saad panna sildi vajalikule otsapinnale. Kuid ennekõike ärge kartke, toru ja liitmik paigaldatakse lihtsalt raamile kuni vaikse pidusöögini, kuni hais lakkab.

Pärast osade paigaldamist ühendusse ja plasttorude keevitamiseks mõeldud Dorni seadmele on vaja anda neile tund aega pinna sulamiseks. Kütmise trivalaalsus on veelgi olulisem parameeter. Piisab sellest, et pinnad kuumutatakse, et muutuda viskoosseks, kuid kui mitte rohkem kui see väärtus, mille nimel hakkavad detailid kulutama kõvadust. Plasttorude tüüpide kohta on tabelid, mis määravad kütmise tunni kesas, vastavalt polüpropüleeni klassile, toru läbimõõdule ja seina paksusele. PPRC torude (PP tüüp3) PN20 kütte tõmbetugevuse orientatsiooniväärtused on näidatud allolevas tabelis.
| Toru läbimõõt, mm | 16 | 20 | 25 | 32 | 40 | 50 | 75 | 110 |
| Küttetund, sek. | 5 | 5 | 7 | 8 | 12 | 18 | 30 | 50 |
| Vahetuse tund *, sek. | 4 | 4 | 4 | 6 | 6 | 6 | 8 | 10 |
| Fikseerimise tund **, sek. | 6 | 6 | 10 | 10 | 20 | 20 | 30 | 50 |
| Uue saavutuse tund ***, hv. | 2 | 2 | 2 | 4 | 4 | 4 | 6 | 8 |
* - tund detailide lahendamiseks ja sulgemiseks.
** - tund hommikust külma enne osalist jahtumist. See tund on võidukas virіvnyuvannya z'ednannya käte jaoks. Pärast selle tunni lõppu kulutab päev elastsust, selle kuju on juba võimatu muuta.
*** - Enne lõplikku jahutamist pole vaja detaile trimmida. Dosit ära aja lärmi. Järgmisel tunnil olete valmis.
Kütmise tund sõltub hetkest, mil detailid jõuavad peatustesse. Pärast seda, niipea kui see lõppeb, võetakse toru ja liitmik sama südamerahuga torudest.
kokkupandavad osad. Eemaldage polüpropüleenist torude keevitamiseks torud; Tund, mis kulub detailide ülesvõtmise hetkest kuni nende voltimise hetkeni, võib olla väiksem ja samas mitte ületada 4-6 sekundit. Heli ohustab detailide jahtumist ja nende voltimise võimatust või vähemalt päeva madalat kvaliteeti.


Puhuge liitmikega ükshaaval, mitte jälgegi nende pööramisest veel 5 ° võrra madalamale. Korralduse õigsust vajab välimuselt kontrollima jootraha, mis on süüdi selles, et vastaspoolel on seltsimehelikkuses sama.
külmutus. Peale detailide lisamist ja (vajadusel) nende toimetamist kulub tehnoloogia põhjal vaid mõni sekund, detailidele pole võimalik ühtegi detaili teatada, kuni polüpropüleen on täielikult kivistunud. Vajadusel helistada 2-4 min.
Kõigi keevitustoimingute trivaliteedi orientatsiooniväärtus PPRC torude (PP tüüp 3) PN20 jaoks, näidatud ülaltoodud tabelis. täpsed väärtused parameetrid määratakse torude ja liitmike toruliitmike abil.
Tüüpilised vabandused tunni eest
Õigesti, vikonan z'ednannya on monoliitne vusool, mis koosneb liitmikest ja torudest, mis mіtsnіsti jaoks mitte ainult ei loobu kogu torust, vaid pööravad selle ümber.Erinevad vabandused pruulimise ajal võivad hävitada monoliitstruktuuri ja põhjustada tiheduse kaotust või tekitada torujuhtmes nõrga koha, mis võib lühiajalise survega kokku kukkuda. Andestus qi võib olla solvav.
Torude ja liitmike suutmatus peatada nende paigaldamisel küttele. Tse viia võimatuseni detailide voltimine maa sügavusse (detailid vpirayutsya restis, ei tööta lõpuni) ja maapinnas nõrga kuu ilmumine.
Puuritud toru normaalsügavuse ümberpaigutamine hülsi sisse її seadistusega kütmiseks- läbi ülemaailma zastosuvannya jõud i / või enneaegne її znyattya. Selles suunas paindub trompeti ots keskelt, rahustades mürinat, mis kõlab nagu trompeti läbimine ja vee vaba voolu läbimine.
Detailide mitte viimine peatumiseni, kui need on kokkuvolditud(Z'єdnannya mitte terve savi). Viimane neist on nõrgenenud koht riigis.

osade ülekuumenemine Ma soojendan selle tunni pärast, muidu on liiga hilja kõrge temperatuur jootekolb. Tsya vabandan, et tõin välja üksikasjad nende voltimise kõvaduse ja võimatuse või esikülje deformatsioonide ja voltide kohta, kuna detailid on vendadest veel kaugel. Järelejäänud nõrgestatud struktuuriga kreem võib põhjustada tiheduse kaotust.
osade alakuumenemine lühikese tunni pärast soojendan ma pruulimisseadme alahinnatud temperatuuri. Selle vabanduse tagajärjeks on osade voltimise võimatus või liite mittesulamine ja tiheduse kadumine.
Kütmise ja voltimise üksikasjade vahelise ajaintervalli uuesti läbivaatamine. Selle tulemusena jahtuvad kuumutatud pinnad viskoossusest madalama temperatuurini. Vabandage osade voltimise või vuugi mittesulamise koos tiheduse kahjustamisega võimatuks muuta.
Valesti lõigatud trompet, mis väljendub telje otsa mitteperpendikulaarsuses. Nii settib valitud kohas nõrk koht läbi põrutamata põkk-otsa toru liitmiku sisevoodrile.
Kahjustatud sp_vv_snost_ torud ja liitmikud kokkuvoldimisel. Põhjustada tihendi deformatsiooni ja võimalik, et tiheduse kaotus.
Zvaryuvannya armuanded, mis ei karju tiheduse kaotamise pärast, ei pruugi end pika ekspluateerimise ajal mingil moel näidata, kujutavad endast potentsiaalset ohtu, et lühiajaliste edusammudega päevateelt kõrvale jääda. pahe.
Polüpropüleenist torude keevitamine
Plasttorude keevitamisel pühitakse nende otstest kuumus, kuumutatakse tööriistaga (keevituspeegliga) kuni sulamiseni ja seejärel pigistatakse klaaskehaga kruustangu all, kuni õmblus on jahtunud. See meetod on tehnoloogiliselt lihtne, ei vaja täiendavaid edukaid detaile ning täpse eelvalmistatud tehnoloogiaga ei ole keevisõmbluse ohutus väiksem kui torul endal. Skemaatiliselt näeb pulgakeevisõmbluse valmistamise protsess välja nagu solvav auaste.
Plasttorude pulgakeevitus: pulkade kuumutamine
Hoolimata tehnoloogilise skeemi lihtsusest on aga pulgapruulimise praktiline konstruktsioon seotud mingisuguste voltidega, mis seda kodustes mõtetes ümbritsevad.
Tuleb tagada täpselt torude telgjoon ja nende paralleelsus üht- või teistpidi (toruseinte paisumine on lubatud kuni 10% torudest). Laulutundi venitades on vaja peale kanda zusillat, küttetunniks suruda trompetid soojenduspeegli külge ja üks ühele - päeva hommikutunniks. Torude lõikamisel või trimmimisel on buti kohustus tagada tagumiku risti. Oluline on mõista kõike ilma erilise omamiseta - käsitsi või elektriajamiga varustatud tsentralisaator, mis loob pigistusjõu, ja trimmerid. Tobto, väikese läbimõõduga torude puhul on selle tööriista omamine polüpropüleenist torude keevitamiseks vajalikum, pistikupesa keevitamisel madalam. Ja tegelikult on see, et toru paigaldamine on kindlam kui lossi lossi iseloomu kõrgus, saab selgeks, miks on vaja muretseda kodumajapidamiste torustiku ja kõrvetussüsteemide paigaldamise pärast.
Polüpropüleenist torude keevitamine vstosovuetsya peamiselt suure läbimõõduga torude ühendamise tööstuslikul meetodil torujuhtmete sirgjoonte paigaldamisel (plasttorude pulgakeevitamise protsessi aruanne, polüetüleentorude keevitamise artikli kirjeldused).
Polüpropüleenist torude paigaldamine
Veevarustuse projekteerimise ja paigaldamise ajal kuum vesi Ja eriti kõrvetavate süsteemide puhul on oluline kontrollida torude temperatuuri laienemist. Samal temperatuuril eristub erinevate polüpropüleentorude paisumine tugevalt. Armeeritud torude puhul on temperatuuripaisumine oluliselt väiksem, tugevdamata polüpropüleentorude puhul väiksem. Mitte just tugevdatud polüpropüleentorude jaemüüjad nimetavad selliseid torusid "stabiilseks". Pіd tsim mаєtsya on uvazі väike zmіna prіvіsnoї dovzhina trompet kell її nagrіvі või koholodzhenny.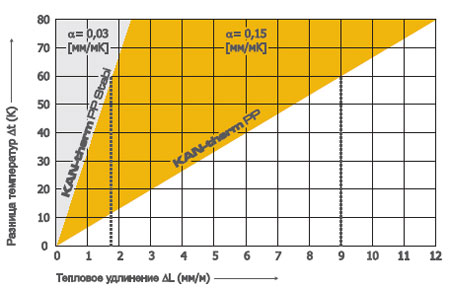
Süsteemi KAN-therm PP polüpropüleentorude tagumikul on näha, et maksimaalse temperatuuride erinevuse 80 ° juures lükatakse üks meeter ühtlast toru 12 mm ja kombineeritud toru 2 mm ülespoole, kusjuures torude märkimisväärne pikkus (üle 2-3 meetri), soojuspaisumine kuumutamise ajal, kuid külmaga pigistamine võib põhjustada pulgadele lubamatult tugevaid pingeid. Tuleb märkida, et polüpropüleentorude, eriti sarnaste polüpropüleentorude puhul on kõige ohtlikumad samad termilised pinged alarõhu või kokkusurumise, mitte vee siserõhu korral. Kompensatsiooniks lähevad laskumised (vajadusel) torustikesse ja mittekõvad kinnitused tugedele, mis tagavad torude aksiaalse liikumise.
Video:
Kui otsustate seda saiti muuta, on vaja kogu saidile panna aktiivsed sõnumid, mis on nähtavad koristurite ja otsingurobotite jaoks.
І dosvіdchenі budіvіlniki, і і pоchatkіvtsі maistr kanalisatsiooni- ja veetorude paigaldamisel, üha sagedamini zastosovuyt kopsu- ja pikaealisuse torud plastikust. Tšempionid teenete ja keskmiste ülemvõimu poolest on polüpropüleen, enamik neist, polüpseeni termofüüsikalise jõu liidrid, kuumaveevarustussüsteemide vikoristid. Paigaldusprotseduur ei kuulu voltimisele: liimimine, liitmikega tihendamine või keevitamine. Ülejäänud vaade taimele on kõige taskukohasem ja ligipääsetavam ning selle jaoks populaarne. Lõpetage polüpropüleentorude pruulimisseadme tarnimine ja omandage lihtne tehnoloogia.
Polüpropüleeni täitmise protsessi omadused
Polüpropüleenist torude paigaldamine toimub täiendavate keevitustüüpide jaoks: ühendus, pistikupesa ja pulk. Ülejäänud variant on kõige ökonoomsem, kuna see ei vaja täiendavaid osi ning kahe esimese telg nõuab rohkem liitmikke ja haakeseadmeid.
Keevitamiseks on olemas spetsiaalne seade polüpropüleenist torude keevitamiseks, mis põhineb roboti ja jootekolvi põhimõttel. Selle abiga soojendatakse kontaktpindu, seejärel ühendatakse need kolmel viisil, kattes rohkem.
Suurim rootslane, ökonoomne ja töökindel - kontakt stikova zvaryuvannya, Kui її vikoristannye rafineerimine ja rozіrіti kіntsі torud z'єdnyuyut kruustangide all. Sellise auastme äravõtmisel tuleb õmblus välja samamoodi nagu toru ise. Tõhusa kütmise peamine põhjus on piisav temperatuur, vali varustus, nii et seda saab ohutult soojendada 260 ° C juures.
Kuidas teil on valdus?
Be-zvaryuvalny aparaat - tse-manused, mis aitavad mingil viisil tõsta töötajate temperatuuri, mis tõusevad ja їх deformatsioonid, tekitades lahendamata päeva. Zrozumіlo, NIJ zvaryuvalny aparaadi jaoks polüetüleenist torud(Plast) ja metalli jaoks maє konstruktiivne vіdminnostі.
Targalt võib kõik polüpropüleentorude seadmed jagada kahte tüüpi:
- Mehaanilised seadmed õlle valmistamiseks plasttorud zastosovuєtsya, kui vajate segatud pulgadega suurt susillat või on vaja torusid ühendada suure läbimõõdu saavutamiseks.
- Manuaalne pruulimismasin plasttorude jaoks sobib ideaalselt isekandvate torustike jaoks ja seda saab kasutada erineva läbimõõduga torude sulgemiseks kuni 125 mm.
Räägime nende nahast.
Mehaaniline keevitaja polüpropüleenist torude jootmiseks - tugiraam koos tarvikuploki ja hüdrosõlmega. Paremakäeline ja vasakukäeline roztashovuyutsya zakhoplennya, NIJ skladayutsya naha іz dvh pіvkіlets. Mіzh zahoplennyami vstanovlyuyut lisab optimaalse rozpodіl kruustang ja tsentreerimine, їх vnutrіshnіy dіmetr vіdpovidає torude läbimõõduga, NIJ zvaryuyutsya.

Mehaaniline keevitusseade tuleb paigaldada eelkõige suure läbimõõduga plasttorude keevitamiseks
Torude otste keeramiseks kasutage elektrilist otsalõikurit - kahepoolsete nugadega mähkimisketast, mis on ohutuse tagamiseks blokeerimismehhanism. pea element- soojendus, on mittenakkuva kattega metallist ketas, keskele laotatud varjud. Reeglina on need varustatud termostaatide ja temperatuuri reguleerimise anduritega.
Manuaalne zvaryuvalny seade (prask)
Sain aru, et peresichny elanik peaks asetsema pikal maanteel, nii et vajadus suuremahulise üksuse järele pole vaevalt viinamarjaistandus.
Virnastatud veinid kuumutusplaadi, termostaadi ja ergonoomiliste käepidemetega. Kütteplaadil on kaks avatud (veel üks), millesse on kinnitatud erineva läbimõõduga zvarni (zvaryuvaln) elementide paarid. Selle peamine omadus on teflonkate, mis ei lase plastikul kuumutatud pinnale kinni jääda.

"Prask" tüüpi polüpropüleentorude käsitsi pruulimismasin on väikeste tööde jaoks kõige käepärasem

Teflon- või muude mittenakkuvate katetega kaetud puisteotsikud
Millise varustuse ma teile pіdіyde külge kinnitan?
Nahafirma-virbnik reklaamib oma tootmisseadmete komplekti varianti, kuid enamasti näete kolme põhilist, mis on kõige levinumad:
- Seade koos düüside võtmega, ilma muu omamiseta. Selline “tagasihoidlik” variant sobib ühe või kahe läbimõõduga torude keevitamiseks.
Plasttorude laiendamine on seotud selle materjali praktilisusega. Nii toru lõpetada dovgovichnі, nadіynі і koos kogu saadaval hinnaga. Plussiks on ka need, et torusid on lihtne paigaldada, robotiga töötab mitteprofessionaalne paigaldaja ning olemas on tööriist polüpropüleentorude keevitamiseks. Arusaadav, et selliste praktiliste teadmiste olemasolu ei saa järeldada, kuid see on lihtne välja mõelda, kui olete proovinud ebasoovitavate torude heli.
Tänapäeval on paljude kodumeistrite järelevalve all professionaalsete töötajate teenus, kui on vaja teha torustiku remonti või paigaldamist. Plasttorudega Aje pratsyuvati on rikkalikult lihtsam, traditsiooniliste materjalidega madalam.
Niipea kui on olemas seadmed polüpropüleentorude paigaldamiseks (tänini on seadmete hinnad olemas), saab kodumeister lihtsalt torustiku paigaldamise või remondiga hakkama põhisüsteemid veevarustus või kanalisatsioon. Mõelgem välja, kuidas valida seade polüpropüleenist torude keevitamiseks ja kuidas seda lüüa.
Zvaryuvalnі seadmed torude polüpropüleenist
Polüpropüleenist torude hermeetiku võib jagada kahte tüüpi:
- Seade polüpropüleenist torude käsitsi jootmiseks või püstol polüpropüleenist torude keevitamiseks. Parim variant kodumeistrile. Selliseid seadmeid kasutatakse väikese läbimõõduga (kuni 50 mm) torude keevitamiseks. Vtіm, käsitsi seadmeid saab vikoristovuvaty jaoks zavaryuvannya torud erinevate rozmіrіv, lihtsalt vaja vikoristovuvaty spetsiaalsed pihustid.
- Seade polüpropüleenist torude keevitamiseks mehaaniliseks keevitamiseks. See tehnika on tunnustatud suure läbimõõduga (Ø 40 mm) torude keevitamiseks.
Kõige laiem vahend plasttorude keevitamiseks on käsitsi juhitavad seadmed, mida sageli nimetatakse sõnaks "prask". Tuleb öelda, et polüpropüleenist torude robotseadme põhimõte eeldab suure puhtuse põhimõtet, mida tunnustatakse valge värvi tootmisel.

Sarnaste seadmete laod - kütteplaat ja termostaat. Üksik vіdminnіst - spetsiaalsete avade olemasolu düüside kinnitamiseks.
Täielik seadmete komplekt
Nahast s vyrobnikov nada vlasny komplekt zvaryuvannya polüpropüleenist torudele. Vtіm näete kolme põhikonfiguratsioonivalikut:
- Lihtne. Kaasas seade ja võti düüside paigaldamiseks. Sobib suurepäraselt kodumeistrile, kellel on vaja puhuda ühe või kahe läbimõõduga trompeteid.
- Keskmine komplekt. See on põhjaplaanis victoria jaoks kõige mugavam variant. Seadme enda kreemikomplekt sisaldab otsikuid, mis sobivad kõige paremini torudele, enamasti on torude läbimõõdud fikseeritud (40, 32, 25, 20 mm). Lisaks on paketis käepärane kohver kandmiseks ja transportimiseks.
Palun! Kui on vaja keevitada väiksema läbimõõduga torusid, saab lisaks osta igapäevaseks laiendamiseks mõeldud düüsid.
- Professionaalne varustus. Tse povniy nabrir, nagu vikoristovuyut fahivtsі. Kõik pakkimiseks vajalikud tarvikud on paigutatud käekotti. Kui plaanite polüpropüleentorudega regulaarselt töötada, on parem selline komplekt hankida, nii et sama komplekt, osade kaupa ostes, läheb kallimaks.

Be-sarnased seadmed polüpropüleenist torude keevitamiseks, olenemata konfiguratsioonist, obov'yazkovo mayutsiya z ekspluatatsii. Õpetus on süüdi, aga seda kantakse lugupidavalt, et väsimusest ja muudest eputamistest saaks aparaate raputada. Juhendis kirjeldatakse kõiki nendega töötamise nüansse.
erinevaid seadmeid
Müügiga saab ühendust võtta näha erinevat zvaryuvalnyh seadmed, kõige sagedamini mõõgakujulised jootekolvid, mis on varustatud veepihustitega. Selle valiku selline populaarsus on seletatav seadmete laia valiku ja taskukohase hinnaga.
Professionaalsetes seadmetes kasutatakse sageli silindrikujulisi kütteotsikuid. Zrozumіlo ja tі, і іnshі аparati mаyut ї perevagi і vlasnі nedolіki. Reeglina lisan seda tüüpi valiku subjektiivsetele märkustele.
Veelgi olulisem on, et polüpropüleenist torude keetmisseade suudaks säästa stabiilset temperatuuri. Loomulikult on kõrvalhoonetes nii professionaalselt kui ka asendis kütte stabiilsus rikkalikumalt tõstetud.
mitmesugused jootekolvid
Tuleb austada, et plasttorude tootmiseks mõeldud kinnistu varieeruvus on suur. Niisiis, parim professionaalne seade polüpropüleenist torude paigaldamiseks maksab 200-220 dollarit ja kõige lihtsamat varianti saab osta 1000 rubla eest.
Hind on ilmselgelt pikali heitmine ja olenevalt sellest, kes on masina valija. Ärge unustage, et suurem osa tehnoloogiast, nagu seda tänapäeval meie turgudel müüakse, on välja antud Hiinas.

See kinnitus on nii lihtne, et reeglina pole selle tööga probleeme. Peamine abi uuele on võime hoida stabiilset temperatuuri - 260 kraadi (sama temperatuur, kui polüpropüleen hakkab sulama).
Mida peate valimisel valetama?
Toitumine sellise kõne kui polüpropüleenist torude paigaldamise lisaseadme ostmise kohta muutub kodutöötajate jaoks oluliseks, kuna nad parandavad iseseisvalt remonti või valivad torujuhtme.
Kuidas valida kõige sobivam seade? Miks usaldate ainult konsultantide soovitusi? Zvichano, ilusamalt rikkam, kuna inimene teab hästi, kuna vajalike seadmete omadused on vajalikud.
Peamised kriteeriumid, millest tuleb valiku tegemisel loobuda, on valdamise produktiivsus, jooga praktilisus. Lisaks on vein buti nadiynym süüdi. Kodumeistri tööks on reeglina parem omada kompaktsemat valdust. Golovna, et valdus saaks stabiilselt temperatuuri tõsta 260 kraadini.
Palun! Kui seadet ei osteta ühekordseks kasutamiseks, on parem valida valik, mis on varustatud erinevate düüsidega, mida kasutatakse suure läbimõõduga torude keevitamiseks.
jootekolbi surve
Pinge on show, mis tähistab valduse soojendamist. Juhendis, kuidas valdusse jõuda, kaob obov'yazkovo vimogid, justkui seisaksid nad võitjate kiiluvees.
![]()
Üks peamisi vimogeid majapidamismeistri süül on võimalus ühendada seade mahuka elektritoitega.
Palun! Rohkem kodumeistrite tahtmist aparaadi, mis võib pinget teisel poolel teha kuni kaks kilovatti, prote, praktikas tervikuna on võimalik väiksema võrdse pingega aparaadiga läbi saada.
Erineva läbimõõduga torude keevitamiseks mõeldud pingutustelg:
- Kui plaanitakse torusid jootma, kui läbimõõt on 16-49 mm, siis on vaja kasutada intensiivsust 680 vatti.
- 49-75 mm torude keevitamisel järgige rõhku 850 mm.
- Kui tööd tehakse 125 mm läbimõõduga toruga, on vaja 1200 vatti.
Jootekolbide otsikud
Kõige tõhusamad ja funktsionaalsemad jootekolvid, mis võimaldavad keevitatavate detailide jaoks kasutada erinevaid otsikuid. Sellised tarvikud võimaldavad teil muuta erinevaid praktilisi ülesandeid. Katke, mida zastosovuyutsya pihustid saab muuta. Peamine võimsus katmiseks on mіtsnіst. Kõige tavalisem asendusteflonkattega teflon.

Ärge unustage, et erineva läbimõõduga torude keevitamisel jahutatakse erinevate düüsidega tund aega küttetorusid ja tund, mis on vajalik plastiku sulgemiseks. Sob otrimati yakіsne z'єdnannya, on vaja resoluutselt vitrimuvat timchasovі raamistikku, nagu virobnik on antud juhistes.
Dodatkove valdus
Tuleb öelda, et polüpropüleenist torude keevitamise komplekt sisaldab mitte ainult jootekolvi, vaid ka kinnitust torude lõikamiseks. Veelgi olulisem on, et rozrіz buv vykonaniya oleks puhtalt ja rangelt risti. Zrozumilo, kuna on vaja läbi viia ühe või kahe õmbluse keevitamine, saate suurepärase metalli jaoks mõeldud rauasaega.
Palun! Kui lõikate torud rauasaega, peate otste täiendavalt pügama täiesti siledaks pinnaks.
Parem on saada rikkamaks mitte noaga, vaid spetsiaalsete kinnitustega - torulõikuriga. Seda omadust toodetakse mitmesugustes modifikatsioonides, seda tunnustatakse erineva läbimõõduga torude lõikamiseks. Väikeste torude jaoks paigaldage käsitsi kinnitus, mis töötab noa põhimõttel, see nimi võib sarnaneda peamise kinnitusega.
Spetsiaalsete lõikemehhanismide ja käepäraste ergonoomiliste käepidemete olemasolu käepärase tööriistaga töötamiseks. Є mudelid, mida täiendab Fascoznіmachі (wіn mаy аrе rashаshovanіnі ruchtі truborіza). See kinnitus võimaldab teil otsad ette valmistada, võttes neilt faasi.

Suure läbimõõduga torude lõikamiseks on parem torusid lüüa, yakі pratsyyut giljotiini põhimõtte jaoks. Reeglina on need mudelid konstrueeritud nii, et torusid saab lahti lõigata ja neid saab käteta mõtetes näiteks kaevikusse viksida.
Kuuma vee tarnimiseks kõrvetavate süsteemide ja torustike valimiseks kasutatakse spetsiaalseid tugevdusega torusid. Tuleb arvestada, et polüpropüleenist armeeritud torude ehitamine toimub sama tehnoloogia järgi, torude tootmine on väga oluline ja materjali ettevalmistamise protsessi telg on kvaliteet.
Kuidas omada vikoristi kanalisatsiooni puhastamiseks?
Sel tunnil koosneb see laulev vikorist veevarustuse jaoks plasttorudest, peaastmest, polüpropüleenist torudest. Nende eelised metalli ees on ilmsed: kergus, kergus, keskkonnasõbralikkus, madal energiatarve valmistamisel ja paigaldamisel. Kuid nende valimiseks on vaja spetsiaalset varustust: keevitusmasinat polüpropüleenist torude keevitamiseks. Nende kohta, kes valivad seadme ja pide mova selles artiklis.
Vaadake pruulimisseadmeid ja nende tehnilisi omadusi
Aparatuur polüpropüleentorude soojendamiseks otste soojendamiseks. Siis indutseeritakse otsad zіtknennyasse ja difusiooni rahunoks hakkavad need käima. Samas on metallikaevandamiseks vaja palju vähem energiat kasutada. Seadmete rõhk jääb kümnetest vattidest kuni dekilkoh kW-ni. Torude killud varieeruvad vastavalt nende läbimõõdule ja tootmistehnoloogiale, siis võib polüpropüleentorude keevitusaparaat olla erineva disaini ja konfiguratsiooniga.
Zvaryuvalnі seadmed väikese läbimõõduga, kuni 63 mm, võivad olla käsitsi keritud ja veidi tihedamad. Їх manused ei maksa kätte mehaaniliste ajamite ja tsі seadmed zvaruvannya on tunnustatud rozvedennya torud budіvlyah ja pobutovyh primіshchennyah.
Nad kutsuvad ostma kas professionaale, kuna nad tegelevad kõrvetava ja veevarustuse paigaldamisega, või majapidajatena, justkui iseseisvalt vikonatksid oma remondis. Sellised pruulimisseadmed võivad olla väikese kaaluga, kuni kümneid kilogramme, ka rõhk, mis neile riistamänguks avaldab, on väike, suurest tagumikupesast saab süüa kümneid sadu vatte ja haisu.
Õllepruulimisseadmeid on kahte erinevat tüüpi. Üks, laiem, kõlab nagu metallplaat, kuni on kinnitatud erineva läbimõõduga küttedüüsid. Selline seade zvaryuvannya jaoks ei pruugi olla kõrge variant, muudan komplekti ja joogo heli Ma tahan osta omatehtud meistrid. Selliste seadmete intensiivsus on umbes 800-1000 vatti.
Vidguki pokazayut vastik populaarsus sellised mudelid. Teistmoodi on lame pіdіgіvachi koht silindriline, mille peal saab düüsid käsitsi keerata. See vicoristi paigaldamise varustus on professionaalne polüpropüleenist torude paigaldamiseks erinevatesse olulistesse kohtadesse. Millist seadet valida, analüüsides kõiki tulevaste robotite kohta käivaid mõtisklusi.
Zovsіm _nakshe vaadata zvaryuvalnі seadmed zvaryuvannya polüpropüleenist torud suure läbimõõduga. Hais tahetakse ära lämmatada, mis raamil liiguvad, torude telgede kinnitamiseks, mis on koormatud, nagu käiks neid elektriajam ja torulõikamismasin. Kuumutamine toimub katkestusteta kähedates muhvides tärkavate varjude abistamiseks.
Sellised seadmed hoonete ehitamiseks keevitatakse suurima läbimõõduga, tavaliselt 125 mm läbimõõduga polüpropüleentorude konstruktsiooniga. Nende seadmete rõhk muutub kilovatiks. Mayzhe kogu surve on määrdunud otste kuumutamisel. Vartist tsikh aparatіv dosit suur ja ostja є budіvelnі firmad või kommunaalettevõtted.
See on ka elektriühenduse polüpropüleenist torude keevitamise meetod. Olulistes ja ligipääsetavates kohtades võidukas võit. Pulgale vajutatakse elektrilöögiga sidur ja etteantud tunni trompetiga laulujoa etteandmine, lastakse trompeteid. Selline zvaryuvannya seade on spetsiaalne dzherelo zhivlennya ja vöötkoodidega robotite süsteem nahapulga dokumenteerimiseks.
Õige valiku kriteeriumid
Esiteks valige seade polüpropüleenist torude ehitamiseks, et hinnata torude valikut, mis töötavad ja töötavad. On tõsi, et kodu kiireks remondiks ostke kallis professionaalne komplekt. Sellist seadet zvaryuvannya jaoks pole lihtne ootamatult müüa.
Esiteks, professionaal, kes aitab säästa odava kuluseadme ostmisel, saate madala prioriteediga odava varanduse abil silmad kinni pigistada kõige ebasobivamal hetkel. Paremad tulemused ei seisne ainult aparaadi hinnas, vaid ka õige inimese juuresolekul.
Esiteks võib polüpropüleentorude seadmel olla mitu läbimõõtu, mõne veini puhul saab seda kasutada. Vaja on heita pilk oma olekule (või projekti dokumentidele), kirjutada ümber kõik vikertorude ja liitmike läbimõõdud.
Ühekordseks remondiks on parem valida väikese hinna eest zvaryuvalny aparaat koos minimaalse düüside ja muude seadmetega. Juhtum või juhtum, nagu praegu tundub, on sel juhul suur pluss. Salvestusseadet saab käsitsi ja kompaktselt võtta. Koduriigis süüdistatakse reeglina ümbertöötamise või -remondi vajadust (professionaalid on väga harvad).
Fahіvtsya jaoks pole hind suurem asi, nii et inimesed on esiteks uhked pruulimisaparaadi katkematu töö, seadmete mitmekülgsuse ja kvaliteedi üle: düüsid ja kinnitused polüpropüleenist torude lõikamiseks. Süüdi on professionaalne aparaat, kuid see on ka karastatud, nii et see kuumeneb kergemini ja töötab madalatel temperatuuridel dovkilla. Fahіvtsі valib alati seadmete kvaliteedi jaoks parima.
Suurema läbimõõduga polüpropüleentorude sagedase kasutamise korral on vältimatu mehhaniseerimisaparaadi ostmine nii keetmiseks, kerimiseks kui ka läbimõõdu muutmiseks, on siiski võimalik käsitsi seadet peatada. Vastasel juhul pole kvaliteeti ja terminit vikonannya robit võimalik tagada.
Populaarsed korjajad
peal Venemaa turg Samal ajal suurim Tšehhi ettevõte Dytron, Türgi ettevõte Candan ja Venemaa ettevõte Energomash (kuuluvad Sturmi kontserni). Nendest pärit Kozhenil võib olla oma perevagi. Tšehhi pruulimisseadmed polüpropüleentorude jaoks kõrge kvaliteet, Suurepärane professionaalsete võimete komplekt ja kõrge hind. їх manuaalsete zavaryuvalny seadmete põhjal on võimalik ära arvata professionaalsed tarvikud POLYS P-4 ja sama kaubamärgiga seade P-1 seeriast. Ülejäänud ajad kodu renoveerimiseks. Tšehhi varustus on yakistyu jaoks parim.
Türgi õlletehast Candan peetakse hinna ja kvaliteedi osas kompromissiks. Yogo zvaryuvalnі seadmed polüpropüleenist torud koristuyutsya märkimisväärne jook. Hais on täiesti üle jõu käiv, kuid pädeva võitjaga on see praktiliselt kahjutu. Candan CM-01 polüpropüleenist torude täitmise masin alloleval fotol olevate näidustuste jaoks:

Küttekeha näidikute fotol on pealkirjad ka “jootekolb” või “puhas”, millel on avaused erineva läbimõõduga düüside jaoks. See seade kütmiseks ilma paigaldatud soojendushülsideta. Vіn kindlustused massiivsel stendil. Fotol on see allosas. Düüsidega plaati soojendab stabiliseeritud termostaat, millega saab mõõta temperatuuriskaalat tervistav pool(Sellel fotol pole näha). Ja allolev video näitab teile, kuidas temaga käituda.
Videol näete venekeelset tabelit, mis on Candani pruulimismasina pakendis ja võimaldab täpselt valida optimaalse pruulimisrežiimi. Tse є oluline vaimse jaoks otrimannya mіtsnogo i hermeetiline õmblus. Samuti on sellel videol näidatud kogu korpuse komplekt, kuna on selge, et see seade on selgelt professionaalne. Veini abiga leian optimaalse hinna.
Candan toodab rohkem lägamasinaid, sealhulgas suure läbimõõduga polüpropüleentorude jaoks mõeldud masinat. Lisaks müüb Candan seadmetele mitmeid tarvikuid: lõikurid torude sirgeks lõikamiseks ja kinnitust otste eemaldamiseks. Nahast їх aparaat zvaryuvannya jaoks, et segada zmіnnih düüside komplekti.
Venemaa ettevõtetest on Energomashi pruulimisseadmed purjus. Alloleval fotol on Energomash ST-72250P:
Sellel fotol, nagu ka esiküljel, näete kahte džemprit, nahast oma varju jaoks.
Zvaryuvalny seade Energomash ST-72250 on Candani analoog. Energomash toodab mitmeid polüpropüleentorude keevitusseadmeid. Fotol on polüpropüleenist torude täiteseade, mis näitab temperatuuri regulaatori küljelt. Zvaryuvalny seadet ROSTERM toodetakse ka Türgis, kuid ainult Venemaal.
Roboti põhimõte
Selleks, et mõista, kuidas valmistada polüpropüleenist torude pruulimismasinat, on vaja tutvuda vikermaterjalide füüsikaga. Kui polüpropüleeni kuumutatakse sulamistemperatuurini, ei ole võimalik selle pinda miinimumini viia, nii et kuju saab minimaalseks muuta. Samal tunnil näeb vein sellises hoones välja nagu difusioon ja hind on küpsemas.
Vajalik on vaid väike kogus kinnitusdetaile (torude otsad või muhvi sisepind toru välispinnast) ja lasta neil maha jahtuda, säästes kollektsiooni terviklikkust. Kui on õmblus, mis tuleb välja, siis te ei tegutse välismaterjali materjali nimel.
Kõik qi põhinevad tehniliselt teflonkattega lisadüüsidel. Teflon võimaldab põletusel vajuda düüside kuumutatud pinnale. Düüside kuju võimaldab joonistada polüpropüleenist torude otsad keskele ja keskele. Väikese läbimõõduga torude käsitsi keevitamise ajal on need muhvidega kaetud. Sidur mängitakse keskel ja toru kutsutakse. Seejärel paneme juhuslikult torule liitmiku ja kontrollime kinnitust. Viimast korda kordab mufti protseduuri teise toruga pulga sisse. Tule välja mіtsnі shvi.
Vastasel juhul zastosovuyt zvaryuvalny aparaadid polüpropüleenist torud suure läbimõõduga. Trompetid lastakse otsast lõpuni, ilma keerduvate siduriteta. Tse võimaldab näha nende seinte paksust (õhukeste torude puhul on pulgaks pruulimisel oluline arvestada kõrge rõhuga). Suurepärased trompetid on pingil asuvate klambritega tsentreeritud. Klambril on elektrilised küttekehad. Otste sulatamisel tõmmatakse klambrid mehaaniliselt kokku klambriga torudega nazustrich üks ühele, jooksukruvi abiks käsitsi või suurima läbimõõduga torude puhul elektriajami abil.
Polüpropüleenist torude otsad lõigatakse ette spetsiaalsete kääridega, tagades nii toru telje risti. Іsnuyut ka viise, kuidas z'єdnannya torud kapoti all. Kokkupandavad torud keevitatakse alumiiniumist liitmikega.
Armeeritud torude jootmine
Kuna polüpropüleen on termoplastne, võib see veepõletus- ja kuumaveevarustussüsteemides kuju võtta. Tse tähendab, et torud võivad longu, paisuda jne.
Seetõttu vicorist liitmikud, kuna neid on kahte tüüpi: alumiiniumfoolium ja kaldega võrk. Kohati on armatuur volditud, torud keevitatakse nagu torud ilma armatuurita. Alumiiniumi puhul näeb see välja nagu kokkupandav troch.
Alumiiniumfooliumiga tugevdatud torude keevitamisel tehke fooliumi puhastamiseks lõppu süvend. Mille eest trompet on ette nähtud, kuid lõigake spetsiaalse tööriistaga teljega absoluutselt risti, mitte rauasaega. Vastasel juhul on soon närviliseks. Fooliumi otsast keeramiseks on spetsiaalne kinnitus, mis kuulub ka pruulimisseadmete komplekti, nende läbimõõtude jaoks, tööks mingite avadega.
Tunnistuste fotol on pardel, tööriist fooliumi keeramiseks tugevdatud torus. Hea on näha allpool, kinnitatud kruviga keha-hülsi külge. Tööriistal on kaks sellist nuga. Nad panevad selle laia läbimõõduga torule, suruvad selle tagumiku külge ja kerivad käsitsi, kuni laastud on täpselt noa sügavusel tasandatud. Isegi alumiiniumi keevitamisel ei muutu te õmbluse möödalaskjaks. Fotol paremal on soon juba valmis.
hinnad
Zvaryuvalnі seadmete hinnad võivad oluliselt muutuda. Kõige odavamad Hiina ja Vene pruulimisseadmed käsitsi pruulimiseks, hais võib olla vartyst, alates 1300 rubla. Türgi omad on kõrgema hinnaga ja kõige kallimad on Euroopa maadel. Zvaryuvalny aparaat Candan znahoditsya siin keskel.
Jaemüük võib olla suurusjärgus. Mis vibrati - virishu shopper. Tšehhi seadmed POLYS P-4 maksid umbes 13 000 rubla. Populaarsete käeshoitavate õllepruulimismasinate kaubamärkide hinnad on loetletud allolevates tabelites:
| seade: | Võimsus, kW | Virobnik: | Krajina: | Sort, hõõruda: |
| ST-72180 | 1.8 | Energomash | Venemaa / Hiina | 2500 |
| ROSTterm 20-40mm | 1.5 | ROSTerm | Venemaa / Türgi | 3200 |
| V-keevitus RF063 | 1.0 | Voll | Valgevene | 4700 |
| PPR 600W 20-23mm | 0.6 | Sheng Hai | Hiina | 2300 |
| Candan CM-01 | 1.5 | Candan | Turetšina | 4400 |
| Candan CM-02 | 1.5 | Candan | Turetšina | 5200 |
| Candan CM-05 | 2.4 | Candan | Turetšina | 8300 |
| P-4a-63650W TraceWeld SOLO | 0.65 | Dytron | Tšehhi Vabariik | 14600 |
| SP-4a TraceWeld PROFI | 1.2 | Dytron | Tšehhi Vabariik | 43500 |
| VTp.799.0.016040 | 1.5 | Valtec | Itaalia | 4100 |
| KERN keevitaja R40 | 0.6 | Kern GmbH | Nіmechchina | 4650 |
| KERN keevitaja R110E | 1.2 | Kern GmbH | Nіmechchina | 12300 |
Mehhaniseeritud seadmete hinnad (suurte torude jaoks) on 10-20 korda kõrgemad kui tabelis näidatud. Ale tsi seadmeid tunnustatakse juba kommunaal- ja igapäevaelus töötamise või tööstuse ja tööstusliku kasutuse või kontori tarbeks, need ei ole vigurlikud. Polüpropüleenist torude jaoks mõeldud zavaryuvalny-aparaadi hind langeb esimeses reas, sõltuvalt torude läbimõõdust, mida töödeldakse zavaryuyutsya. Ootused spozhivachіv svіdchat kallimate mudelite maksumuse kohta. Informatiivsed aruanded odavate mudelite kohta näitavad, millega seade peab olema varustatud.
Vanas majas või korteris on plaanis uus individuaalne elu või kapitaalne insenerkommunikatsiooni moderniseerimine - igal juhul on meie võidutahtes olulisem valitsuse suurem jõud terastorud. Seda on lihtne vahetada, lihtne paigaldada, esteetiliselt ilus plastik. Veevarustussüsteemide või kõrbemiskontuuride voltimisel ei ole vaja kokku voltida metalli keevitamise või keermestatud liigeste lõikamise toiminguid, nii saavad paigaldusrobotid kättesaadavaks keskmisele statistilisele leibkonnale – kuid see on tõeline ökonoomsus, nii et robot ei ole suur kulu. See materjal ise on palju odavam, madalam terase analoog.
Polümeertorude viimasest laienemisest on populaarsuse poolest üks juhtivaid positsioone vallutanud polüpropüleen. Mitte suur valik torusid ja tarvikuid, lai valik erinevaid, sobivaid ja lukustuselemente - kõik see võimaldab teha kõike ilma väliste mähisteta ja lõpetada süsteemi paigaldus praktiliselt, olenemata sellest, kui kokkupandav see on. Siiski on ainult üks "ALE" - kelle jaoks vajate spetsiaalset varustust. Teil pole vaja midagi lakkuda - spetsiaalne seade pole kallis, kuid saate kiiresti õppida sellega töötama. Otzhe, seade polüpropüleenist torude ehitamiseks, millise peaksite valima, et saaksite parima abimehe ära võtta, kuid samal ajal - ja ärge zayvogole üle maksma? Proovime sellest väljaandest teada saada.
Selleks, et robot saaks polüpropüleentorud võidukalt tihendada, on masinamehel vaja selgelt näidata, kuidas protsess toimub, et tagada osade ohutu ja õhutihe tihendamine.
polüpropüleen - termoplastne polümeer. Õige temperatuurini kuumutamisel hakkab see pehmenema ja sulama, üleminekul teise faasi ning jahtudes taastab materjal kõvaduse, kaotamata seejuures oma füüsikalisi ja keemilisi tugevusi ning mehaanilist tugevust. Niisiis, kuna kaks polüpropüleenist valmistatud osa soojenevad täheruumis paisumise tasemeni, kuid ei võimalda elemendi enda deformeerumist ja siis muutume sulamiskuulikeseks. No kui õnnestub tervendav polümerisatsioon, mis on praktiliselt täiesti monoliitne - justkui imestaks päeva suurepäraselt haavatud sõlme rosetti, siis kahe detaili vaheline kordon, mis on visuaalselt paremini nähtav, ei tähenda palju.
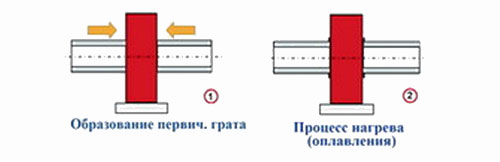
Samuti on polüpropüleenist osade keevitamiseks vaja kindlustada kaks mõtet - kuumutamine tagasivoolu faasini, keevituskoht ja nende kokkusurumise ohutus plastiku ja jääkpolümerisatsiooni läbitungimiseks. Tse bezpechuetsya kaks peamist tehnoloogilist viisi.
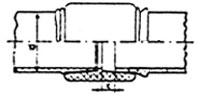
stikova zvaryuvannya
See tehnoloogia on võidukas sama tüüpi, ühtlase läbimõõduga torude paigaldamisel. Ülimalt oluline meeles - ohutus suvoroy spіvіsnostі stikyuyutsya üksikasjad і retelny ettevalmistamine otsad іdealnogo cob prilyagannya pinnale.
Seejärel teostame torude mõlema otsa ühetunnise kuumutamise, et saavutada sulamine vajalikul sügavusel kogu põikilõike piirkonnas.
Lisaks on järgmine etapp detailide pigistamine - ohutu on kasutada mehaanilise susilla lisandit, іz zustrіchnymi vektoreid, sirgendades rangelt piki toru telge. Selle tulemusena täheldatakse polüpropüleeni sulatamise etappides difusiooni efekti - polümeeri vastastikust läbitungimist (pos. 2). Potim järgmine vajalik tehnoloogiline paus, Uue polümerisatsiooni teostamiseks ja monoliitseadme eemaldamiseks (pos. 3)
Tehnoloogia julgeb seda teha lihtsalt, kuid tegelikult me seda nii ei nimeta. Nii nagu see mõeldud oli, torude otste kärpimise ulatuses, rangelt spivvisny rozashuvannya ulatuses, rakendatud susili suuruseni, esitatakse spetsiaalsed vimogi. Ilma erilise omamiseta on seda praktiliselt võimatu saavutada ja selliste paigalduste mitmekesisus on liiga suur. Seetõttu ei jää seda tüüpi polüpropüleenist täitmine tagumikku reeglina seisma - põhikommunikatsioonide paigaldamisel on professionaalses keskkonnas rohkem nõudmisi.
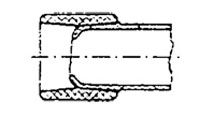
muftova zvaryuvannya
Ja tse telg on sama tehnoloogia, kuna see on kõigile kättesaadav. Vymogi detailide relee tsentreerimisele ja susilla vajaliku pigistamise turvalisusele - need ei kao kuhugi, aga on juba teistmoodi kättesaadavad - rahunokile suhteliselt läbimõeldud trompetid ja mufti.
Silmapaistev toru läbimõõt ( Dnt) Paigaldage veidi rohkem, muhvi madalam siseläbimõõt ( Dvm), Tobto suurepärases eluseisundis on lihtsalt võimatu.
Päeva ohutuse tagamiseks viiakse läbi välispinna torude ja siduri sisepinna ühetunnine soojendamine. Samal ajal soojendatakse põhjad kuni detailide servani - ligikaudu soojaks.
Pärast soojendamist pange oma käed külge, nii et toru läheks hülsi sisse ja tungiks sügavale. Selles olukorras on oluline halastada päeva spontaansuse turvalisusele (soovi korral on laulujuhtimine siiski vajalik). Osade läbimõõt on selline, et iseenesest on vaja tagada otsimispiirkonnas vajalik kokkusurumine - viimistleda ainult detailid antud asendis, kuni need läbistuvad ja materjali polümeriseerivad.
Tagumikul on näidatud ühendus, kuigi praktikas võib see olla liitmik, adapter, kraana, tee ja muud vormitud detailid - põhimõte nagu ei muutu, nii et kõik haisud on ohutud, täpselt sama sidur "dnuvalnym daljanka".
Ühenduse varieeruvus є torujuhe. Erinevus seisneb selles, et torude edasimüüjad on ühendatud ilma liitmiketa - mille jaoks ühes otsas torud üle kantakse. Vastasel juhul jääb põhimõte samaks.
Aparatuur polüpropüleentorude keevitamiseks
Varustus pulga täitmiseks
Nagu juba öeldud, on polüpropüleeni pulgakeevitus eraelus meeles, kuid remont katkeb harva. Prote, ma väärin põhimõttelist kinnitust aparaadi külge, soovides pealiskaudset pilku.
Kõlab selline seade, mis sarnaneb rohkem verstatiga, mehhanismiga, mis toimub voodil juhenditega, mida mööda liiguvad kahe toru klambritega plokid, mis tagab torude täpse spіvvіsnu fikseerimise. Enamasti on sellised klambrid varustatud sisestustega-segmentidega, mis kinnitatakse erineva läbimõõduga torudele.
Komplektis on elektromehaanilised pinnakatted – kahepoolne ketaspõhi, et viia torude otsad samaaegselt ideaalsesse veskisse. Tortsyuvati mozhe buti znіmnim, ühe pilguga ümber ploki või vіdkidnim, pöördeliigendil.
Peale eemaldamisetappi ronitakse peale ning esimesele kohale kahe toru vahele paigaldatakse lame ümmargune küttekeha, mis tagab soojenemise ja materjali sulamiskõrva. Küttekeha võib olla ka sissetõmmatavate või sissetõmmatavate hingedega.
Kruugi algusega on pigistamise faas - küte võetakse ära (viskatakse välja) ja lagunevad klotsid koos kokkusurutud torudega liiguvad ükshaaval. Vajaliku zusillya saab varustada hüdraulilise või mehaanilise jõuülekandega - uss, kruvi, vazhel jne.
Sellised seadmed - erinevad suuruse ja jõuajami tüübi järgi - võivad olla universaalsed või katta sama toru läbimõõduga vahemiku jaoks. Neil on palju riisi – palju erinevaid, nii et on täiesti kahjumlik röövida neilt staasi tagumikul. Nii et esiteks pole vaja - majja või korterisse tervikuna surve- ja mittesurvetorustike paigaldamiseks on piisavalt zvaryuvannya ühendusi, seda on rohkem, kuid lühikeste torude jaoks parim lahendus ja seda on rohkem.
Seadmed käsitsi keevitamiseks
Ja keti telg on täpselt sama valdus, nagu oleksite koduse torustiku või kõrvetava süsteemi ehitamise või rekonstrueerimise ajal kodumeistri poolt. Mehaaniline ajam, nagu see juba ette nähtud, pole vajalik - inimeste m'yazovyh zusil'i viimistlemiseks. Seetõttu on seadme enda disain ülilihtne.
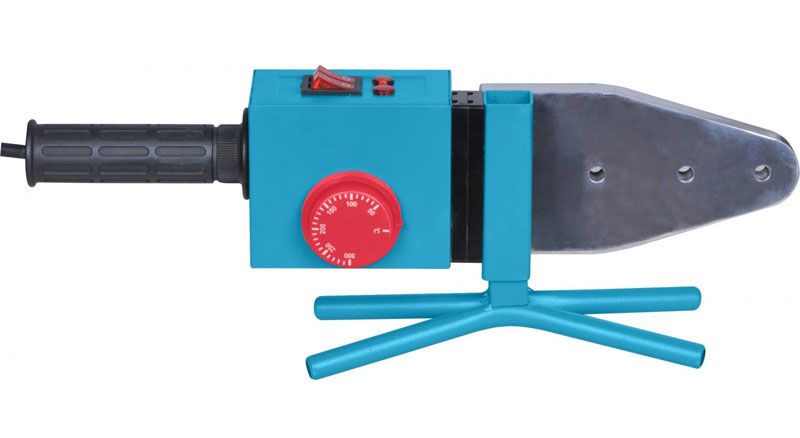
Kas seadmel on käepide (pos 1), et oleks võimalik pruulimistöid teha vaasil, olulistes kohtades. Käepidemest on reeglina kaabel (pos. 2) 220 V elektritoitega ühendamiseks.
Seadme korpusel (pos. 3) on kontroll- ja juhtimisorganid. Kütteindikaator (pos. 4) ja regulaator-termostaat (pos. 5), mis võimaldab seada vajaliku küttetemperatuuri (väikese ja keskmise läbimõõduga polüpropüleentorude keevitamisel seatakse küte +260 ° С) . Punane indikaator räägib kütteelemendi tööst, roheline - vajaliku temperatuuri saavutamisest ja töövalmidusest. Deyakі kaasaegsed mudelid zvaryuvalnyh aparatіv võivad olla varustatud töörežiimi digitaalse näiduga.
Peamine tööosa on tarvik - tse, vlasne, kütteseade ise (pos. 6). Enamikul vikoonide veenide mudelitel on xiphoid-kujulised plaadid, kuigi võib olla ka muid variatsioone - seda öeldakse allpool. Kasutage elektripoolide keskkütet, mis tagab pinna takistussoojenduse.
Kütte pinnal on puistata avatud avasid - nende nahk on vajalik paigaldamiseks küttekehade robotpaari (pos. 7) - muhv ja südamik, lahti ühe läbimõõduga. torust. Ühendus on vajalik toru välispinna soojendamiseks, Dorn - ühenduselemendi sisepinna jaoks (liitmik, ühendus, reduktor jne). Kütteelemendil kõlab sügisel vastavalt aparaadi mudelile võimalus paigaldada paar sidurit (kaks või kolm) paari sidurit ja südamikku, nii et töö käigus pole vaja paigaldage uuesti, kui lülitute toru väiksemale läbimõõdule.
Komplektis on kuni kõik praktilised kinnitusvahendid selle paigaldamiseks platvormile või töölauale (pos. 8) jooga paigaldus.
Pari mufti-dorni heli läheb komplekti, kuid seda saab osta ka iseseisvalt, näiteks aegsasti ära kulutada või kulumise läbi vajalikud muudatused välja vahetada. Kodumajapidamises kasutatavate sanitaartehniliste süsteemide ja kõrvetavate vooluahelate puhul piisab reeglina vahemikust 16–50 mm või isegi kuni 63 mm.
Suuremat bula esindab seadme kõige laiendatud disain. Siiski võivad need olla erinevad.
Ostetavate suure läbimõõduga torude sisseseadmine, kindlustus. Haisu tugevdab kütteelemendi suurenenud intensiivsus ja selle eriline vorm, mis võimaldab paigaldada suurepäraseid mufte ja uksehoidjaid.
Kütteplaadi mõõgalaadne kuju ei ole ka obov'yazkovoy umovoy. Lühendatud soojendusega aparaadid lastakse välja, paneme peale kaks paari otsikuid, neist üks pannakse teise peale. Sellise kinnitusega on mugavam tegutseda olulistes kohtades.
Ülejäänud tunnil hakkas silindrilise varraskütteelemendiga seadmete originaalmudelite populaarsus kiiresti kasvama. Nende jaoks on aga vastavalt konfiguratsioonile ja muhvi ja ukse kinnitusviisile veel üht-teist - hais “kinnitab” küttesilindri sarnase krae taha, mädanedes selle juurest diametraalselt.
Mufti ja südamiku paigaldamine selle valiku korral ei ole reeglite avadega seotud ühegi etteantud ülesandega - kapten teeb nihkepiirkonnas, liikudes kera päris servani, navpaki. , käepidemes, aurukilu korraga mädanemine jne. Lisaks on võimalik seadistada selgelt horisontaalse tasapinna laulev pöörlemine - ce buvaє іnоdі korisno, kui zvaryuvannі eriti kokkupandavad sõlmed ilma paigalduse keskel viibimata. Muide, sellist sorti seadmeid saavad ema ja bichne roztashuvannya küttesilindrid - sellised laulvate vaimude meistrid saavad sellise tööriistaga paremini harjutada.
Sarnaseid seadmeid aktsepteeritakse kuni profiklassini ja koduste meistrite arsenali hakkasid üha sagedamini ilmuma haisud.
Video: polüpropüleentorude keevitusmasina Dytron SP-4a esitlus
Veterinaartöö vastuvõttude kohta me selles väljaandes ei avalda. Esiteks aimati selle kohta juba polüpropüleeni valmistamise põhiprintsiipe vaadates ja muul viisil määrati sellele teemale spetsiaalne artikkel.
Ja selles väljaandes on parem minna toidu juurde, kuidas õigesti valida vajalik seade, Milliseid kriteeriume ostes hinnata.
Polüpropüleenist torude käsitsi ühendamise keevitamise seadme valimise kriteeriumid
Esimene kõige jaoks on vaja õigesti nimetada päeva number, justkui oleks nad priladi abiks virishuvatisya. See seade on vajalik ühekordseks tööks maja ümber väikese läbimõõduga polüpropüleentorudega või moderniseerimiseks. tehniline meede putkas või korteris, siis pole mõtet paigalduseks teed valida. Selliste probleemide puhul tuleb tervikuna mängu odav, odav keskmise pingega tarvik. Golovnja, et isandad temaga käepärast koostööd teeksid. Noh, planeeritud korrapärase corystuvannya ajal, intensiivne reklaamimine - on mõtet seadet tõsisemalt vaadata.
- Õllepruulimisseadme rõhk. Toiteallika, mis ei ületa 1 kW, tankimiseks helistage abistamiseks. Tuleb õigesti aru saada, et igasugune pruulimisseade kuumutatakse polüpropüleeni nõutava sulamistemperatuurini ja pingeindikaator ei mõjuta kuidagi torude kvaliteeti. Asi on selles, et suurem kõva kinnitus pannakse valmis hetkel, kui väike sõõm sisse lülitatakse. Peale selle vajab seade pärast laulva koguse soojuse andmist detailide soojendamiseks "kulu" täitmiseks laulutundi. Sain aru, et suurema pingutussobiga oleks selline intervall lühem. Ale, see on märgatavam, varem, professionaalse paigaldusega "konveieriga" ja koduse koristimise mõttes, kui pruulimine on tehtud enne märki ja leppimist, pole jaemüük tõenäoliselt mõistlik.
rohkem kõrged esinemised Suure läbimõõduga torude - 75 mm ja suuremate - paigaldamisel on vajalik tihedus. Praktikas ei tohiks putka või korteri mõtetes selliseid detaile välja tuua.
- Ilma igasuguse pingeta helistage sidemeid ja ründeparameeter on maksimaalne lubatud läbimõõt torud, mis keerlevad. Võib eriti mitte korrata - enamik kodumastriive töötab kolmes suuruses - 20, 25 ja 32 mm, kuid seadmed ise on keskmise tihedusega, reeglina on hoone kuni 63 suuruste osade tootmiseks ohutu. mm.
- Vіdpovіdno kuni tsgogo parameeter zvіd іde i komplektuvannya prilad koos haakeseadistega і Dorn. Vtіm, sageli sobivad tagumik-tüüpi klassi komplektis kokku kolm paari kütteotsikuid - 20–32 mm ja sellest piisab.
Enne kõnet tuleks selliste seadmete kvaliteedi jaoks tööriista valimisel pöörata erilist austust. Kokkuvõtetega on kaasas oma sidurid ja teflonkatetega Dorn (passis võib olla lühend PTFE). Tse mittenakkuv kate hoiab ära sulanud plastiku kleepumise küpsetuselementidele, mis on lihtsalt ja kiirelt robotile käepärast.
Küttetemperatuur ja termostaat, muud juhtnupud. Практично всі зварювальні апарати для поліпропілену забезпечують нагрів в діапазоні від 50 до 300 ° С. Найчастіше доводиться працювати на установці 260 ° С. Позначення на шкалі терморегулятора повинні бути зрозумілі і розбірливі, положення маховика - добре фіксуватися, без розпущеності, щоб випадковим легким дотиком не võita seatud temperatuur.
Deyakі mudelid on varustatud küttetemperatuuri digitaalse näiduga. Sellise võimaluse vajadus koduse asendusseadmega on väga kaheldav ja mitmekülgsus kasvab veelgi. Piisas koguni kahest näitajast, jakide kohta aimati juba rohkem.
Seadet saab varustada nupuga pealüliti sisselülitamiseks - nii on lihtsam, madalam käivitus on just siis, kui see on pistikupessa ühendatud. Lisaks saab profiklassi lisaseadmetel üle kanda kaks soojusintensiivsuse astet - ja küttetöö intensiivsusest tingitud lülitumise võimalus kesas.
Seadmetel yak_snih lülitatakse ülekuumenemise ohu korral sisse avariisüsteem.
- Obov'yazkovo hindab tööriista südamiku kvaliteeti. Hea "kätes valetamises" on süüdi seadme käepide, kaitsme ema on kaitstud, et see ei kuumeneks töötades.
Austus stendi disaini ja töökindluse vastu kasvab. Natuke liiga kerged statiivid või kaared ei ole mõnikord käepärased samadest koidupunktidest, mida saab libistada tasasel lauapinnal või pidlogs - selles plaanis oletus, vikonana platvormi tüübi taga. Kuna põhitöö käib põhiliselt, töölaual, siis meloodiline valik kinnitust koos statiiviga, mis võib olla kõva kinnitus tööpinna servale kinnitamiseks - nii saavutatakse seadme maksimaalne stabiilsus. jõuda.
Täielik seadme komplekt. Kõige sagedamini on võimalik osta komplekti kuuluvaid tarvikuid koos vajalike lisatööriistade ja tarvikutega. Heli kõik on pakitud kompaktsesse metallkorpusesse, et tööriista omanikul oleks paigaldustööde ajal kõik käepärast.
Tõmbeseadme korraliku valmimise märkide illustratsioonil:
May sens ostab seadme laiendatud varustusega – väljuge odavamalt
Priladi Krіm koos sellega komplektis on alus, kuue erineva läbimõõduga muhvid ja südamik, kruvi-, keerd- ja kuuskantvõti seadmete paigaldamiseks, spetsiaalsed noad polüpropüleenist torude lõikamiseks, mõõdulint (võib-olla ka väike sibul, mis on täpseks lõigatud. torude mõõtmine ja seadistamine vastavalt paigaldusele), töökindad, et kaitsta end vihma eest.
Ilmselgelt võib ju tulla ja minna, aga sagedamini saab kõige muu jaoks odavama komplekti, selle asemel, et vajalikke tarvikuid “lonksuga” osta.
Rohimisseadmed polüpropüleentorude lüpsmiseks, lühike ülevaade mudelitest.
Valides, kas omada üks peamisi kriteeriume, on õlletootja maine. Kui soovite seadmeid polüpropüleenist torude käsitsi keevitamiseks, ei saa te neid kokkupandavateks ja kõrgtehnoloogilisteks seadmeteks nimetada, selles valdkonnas on ka palju volitusi.
Niisiis, "trendiloojad" sarnase valduse valdkonnas on "Rothenberger", "Valfex", "Dytron", "BRIMA", "Gerat", "KERN". Mitte vähem vajadus ja nõudlus seadmete järele firmadelt Elitech, Sturm, Kalibr, Enkor, PATRIOT, Energomash, DeFort. Golovnya, et osta valdus oli loominguliselt originaalne, mitte koopia, ja sellega oli kaasas korjaja tehasegarantii.
Lõpetuseks traditsiooniliselt väike pilk populaarsetele mudelitele ja nende keskmisele hinnatasele.
| Mudeli nimi, illustratsioon | Mudeli lühikirjeldus | Keskmine hind, hõõruda. (Kviten 2016 r.b.) |
|---|---|---|
| BRIMA TG-171, Nimechchina - Hiina | Intensiivsus 750 W, zvaryuvannya läbimõõt - kuni 63 mm, elektromehaaniline termostaat, küttetemperatuur - kuni 300 ° С. Joonistamise tund - mitte rohkem kui 15 minutit. Komplekti kuulub kuus paari otsikuid 20-63 mm. | 3900 |
| Silindrilise kütteelemendiga seade. Sumbumine - 1000 W. Zvaryuvannya läbimõõt - vіd 16 kuni 32 mm. Tarnekomplektis on teflonkatetega otsikute komplekt (4 läbimõõduga). Kere ja käepidemete ergonoomiline kuju, mis võimaldab teha töid olulistes piirkondades. Elektromehaaniline termostaat. | 2700 | |
| "Sturm TW7219", Nimechchina - Hiina | Suurendatud pingega mudel - 1900 W, täis- ja poolpinge sisselülitamise võimalusega (kas või kaks kütteelementi). Kuus paari teflonkattega otsikuid. Maksimaalne zvaryuvannya läbimõõt - 62 mm. Küttetund - umbes 12 min. Laiendatud on tarne ulatust, mis ei sisalda lisatarvikute lisamist. | 3300 |
| "Dytron Polys P-1a", Tšehhi Vabariik | Kvaliteetne profiklassi seade. Summutamine - 650 W. Silindriline küttekeha ülitäpse kapillaartermostaadiga. Zvaryuvannya läbimõõt - kuni 32 mm. Patenteeritud 3 läbimõõduga kinga tüüpi otsikud, mis on kaetud suure saagisega sinise tefloniga. Kuus temperatuuriasendit. Automaatne kaitse ülekuumenemise eest. Kaal - ainult 1,3 kg, mis muudab roboti jaoks oluliste piirkondade töötamise lihtsamaks. | 11200 minimaalses konfiguratsioonis - kinnitus, alus ja kolm otsikut. |
| "Rothenberger ROWELD P 40T", Nіmechchina | Summutamine - 650 W. Maksimaalne zvaryuvannya läbimõõt - 40 mm. Mõõgalaadne soojendus kahe paari siduri-Dorni paigaldamise võimalusega. Komplektis on 4 paari otsikuid, 20 kuni 40 mm, kvaliteetse teflonkattega. Selle lisaseadme eripära on termostaadi pakkumine polüpropüleentorude enesekaitseks ja programmeerimine kõrge vooluga stabiilse temperatuuri 260 ° C säilitamiseks. Masa kinnitus - 2,8 kg. | 14500 |
| "KERN Welder R63E", Nіmechchina | Professionaalse klassi mudel. Nähtavalt madal rõhk, 800 W ja samal ajal - kuni 63 mm läbimõõduga torude keevitamise võimalus. Tarnekomplektis kuus paari teflonkattega otsikuid. Kõrge vooluga elektrooniline paigaldus seatud temperatuur mikroprotsessori kontrolleriga, digitaalne ekraan. | 13500 |
Lõpus - video veel ühest polüpropüleentorude pruulimismasinast
Video: masin polüpropüleentorude keevitamiseks "CANDAN CM 03"