З розвитком технологій все рідше використовується якийсь певний вид матеріалу. Для реалізації одних і тих же завдань можуть застосовуватися кілька рішень. Це стосується як будівництва, так і прокладки комунікацій. Перш за все, необхідно знати, як з'єднати газові труби. У статті буде розказано про види з'єднання і технології.
види труб
До певного моменту для газових магістралей використовували безшовні металеві труби. Але їх термін служби обмежений в силу корозійного впливу, якому вони піддаються через опади та інших факторів. Тому поряд з ними також почали застосовувати:
- Поліетилен. Набагато дешевше у виробництві, ніж видобуток металу, матеріал також стійкий до розрахункового тиску в магістралях. Висока еластичність, а також герметичність з'єднань дуже до речі в грунтах, які відрізняються пучинистом. Пластик є діелектриком, тому не проводить струм. Це є запорукою безпеки в умовах неполадок з електричною мережею.
- Гума. Більшою мірою цей матеріал застосовується для з'єднання центрального каналу зі споживачем, будь то котел, газова колонка або щось інше. Підбирається такий склад, який не розсихається внаслідок впливу сонячних променів.
- Нержавіюча сталь. Якщо говорити точніше, то з цього матеріалу виготовлена \u200b\u200bобплетення. Внутрішній патрубок є ПВХ гільзу.
- Мідь. Не так давно офіційно була схвалена для прокладки каналів з низьким тиском. Плюсами є стійкість до корозійних впливів як води, так і інших речовин.

Вибір виробу буде залежати від конкретних умов і вже змонтованої системи.
способи з'єднання

Кожна з перерахованих різновидів труб може бути сочленена одним або декількома способами. З основних виділяють такі:
- Різьбове. Найбільш звичне, що стосується підключення або прокладки невеликих ділянок трубопроводу від лічильника. Здійснюється із застосуванням додаткових ущільнюючих матеріалів натурального або штучного походження.
- Пайка. Застосовується щодо труб з поліетилену, а також в деяких випадках і міді. Відносно перших вимагає наявності професійного обладнання, без якого неможливо здійснити дію якісно. Найчастіше застосовується на магістральних трубах великого діаметра, де немає можливості застосування іншого способу.
- Зварювання. Для металевих труб може виконуватися за допомогою автогену або дугового зварювального апарату. У випадку з першим менше ймовірність виникнення напруги в зварюються деталях. Шов виходить рівним і герметичним. При використанні другого варіанту домогтися такого результату трохи складніше, але для професіонала також можливо.
- Фланцеве. Застосовується на магістральних трубах, а також в тих місцях, де лінія примикає до редуктора і повинна входити в житловий будинок. Являє собою зчленування за допомогою двох кілець, між якими укладається ущільнювач, після чого вони стягуються болтами з гайками.
- Врізка. Досить складна процедура. Може виконуватися як під тиском, без припинення подачі, так і без нього. У першому варіанті в минулому використовувався спосіб гасіння полум'я самим автогеном. На сьогоднішній день розроблені системи і інструменти, які значно полегшують це завдання і підвищують безпеку.
Зверніть увагу! Деякі види з'єднань можна вільно здійснити самостійно. Але особливо щодо останнього потрібна допомога фахівця. Якщо немає необхідних навичок, то можна завдати непоправної шкоди як собі, так і оточуючим людям.
з'єднання різьбленням

Такий спосіб застосовується як для проміжних, так і кінцевих ділянок металевих труб. У разі відсутності різьблення на патрубку, її потрібно спочатку нарізати. Для цього знадобляться такі інструменти:
- клупи;
- лерка;
- мастило;
- напилок.

Перед початком робіт необхідно визначити, якої величини повинна бути нарізка. Все залежить від того, який з'єднувальний фітінг або гайка від шланга будуть використовуватися. Послідовність така:

Детальніше про технологію нарізки різьблення на трубі читайте.

Далі необхідно ущільнити майбутній стик. Щоб підмотка НЕ \u200b\u200bпроверталася, до початку всіх дій буде потрібно зробити на різьбі перпендикулярні щербини за допомогою напилка або плоскогубців. Для цього застосовується клоччя або спеціальна тефлонова стрічка. Остання повинна бути щільніше тієї, що зазвичай використовується на водопровідних трубах.

Льон повинен бути добре розправлений. Від основної коси відділяється невелика пасмо і розрівнюється. Яке конкретно кількість потрібно, доведеться визначити дослідним шляхом. Відрізок укладається на середину різьблення. Одним кінцем робиться 2 повних обороту. Після цього кінці перехрещуються між собою, один укладається під інший і робиться ще оборот. Далі накручуються дві частини. Вся поверхня промащується герметизуючої пастою. Здійснюється з'єднання необхідних частин:


Зверніть увагу! У деяких місцевостях заборонено використання шлангів з опліткою з нержавіючої сталі. Пов'язано це з тим фактором, що при сильному згинанні внутрішня частина пошкоджується і витік складно виявити. Якщо своєчасно не усунути її, то наслідки можуть бути катастрофічними. В інших випадках не дозволяють застосовувати білі шланги ПВХ і вимагають покупки тільки чорних гумових.
зварене з'єднання
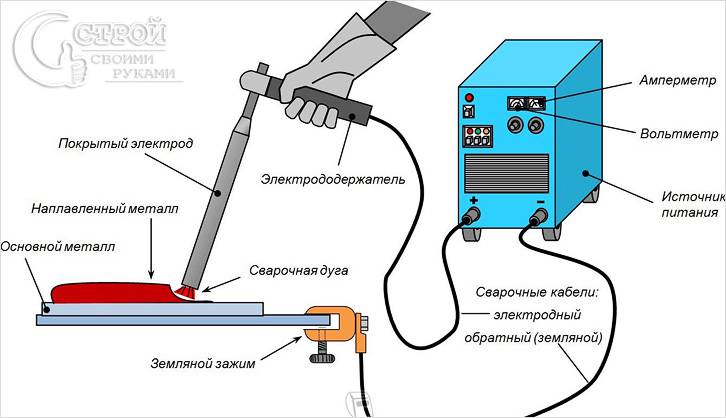
Поняття зварного з'єднання застосовується як щодо металевих труб, так і поліетиленових. Для вирішення першого завдання дуговим методом знадобляться такі інструменти:
- інверторний або трансформаторний зварювальний апарат;
- електроди;
- захисна маска;
- рукавички;
- молоточок або щітка для обробки шва.
Роботи проводяться таким чином:
- По можливості заготовки краще добре зафіксувати. Це необхідно для більшої зручності майстрові.
- Для того щоб гарантувати повну герметичність, між трубами буде потрібно залишити зазор в 2 мм. Це дозволить розтікатися металу зачепитися за торці.
- Здійснюється фіксація невеликими прихватками в декількох точках.
- При основному процесі електрод слід вести від низу до верху.
- Важливо стежити, щоб не було перегріву. Наслідком цього може стати непотрібну напругу на стику, а також прогорание металу поруч.
- Деякі майстри накладають два шви. Один служить для заповнення простору, а другий йде як страхує.
- Не збивайте окалину відразу ж. Слід почекати хоча б 15 секунд. Таким чином, відбудеться необхідне схоплювання і не буде мікротріщин.

При використанні газозварювального обладнання вимоги до фіксації заготовки будуть такими ж, як і в попередньому випадку.
- Насамперед відкривається ток з кисневого балона, потім з ацетиленовим газом.
- Якщо в шлангах знаходиться повітря, то запал може відбутися не відразу.
- Полум'я регулюється до необхідного значення.
- Місце зварювання добре прогрівається.
- Після цього підноситься спеціальний електрод. Вести його необхідно так, щоб він утворював наплив, але не стікав вниз.
- По завершенні процесу деталь охолоджується.
Зверніть увагу! Перевірка стику для будь-якого варіанту з'єднання виробляється одним простим способом. Готується мильний розчин. Він повинен добре пінитися. Він наноситься на потрібне місце. Якщо з'являються бульбашки, значить є свищ. Категорично забороняється проводити тест відкритим вогнем. Це може бути вибухонебезпечним.
Для поліетиленових труб також є поняття зварювання, але здійснюється вона іншим методом. У цьому випадку застосовується апарат, який здатний на виході давати невелику напругу і контролювати необхідну температуру. Але основним в цьому випадку виступає сполучний фітінг. У його конструкції закладений нагрівальний елемент. У міру протікання процесу він починає плавити простір навколо себе, що призводить до утворення однорідної маси, яка після застигання герметизирует шов.
![]()
Покроково рішення виглядає так:
- Готуються торці труб. Для цього вони обрізаються за допомогою спеціального різака. Робити це ножівкою не можна. Площині повинні бути абсолютно рівними, без розірваних фасок і задирок.
- Від краю робиться відмітка. Відстань до неї дорівнює половині розміру фитинга плюс 2 см.
- За допомогою спеціального скребка або верстата ліквідується шар окису. Зробити це слід рівномірно, заглибившись на однаковий розмір. Для того щоб було легше орієнтуватися, можна нанести додаткові перпендикулярні лінії, у міру зрізання яких легко буде судити про правильність виконання.
- Ліквідуються всі задирки і залишки стружки.
- Ділянки стикування протираються відповідним розчинником або серветкою зі спиртом.
- До нанесеною позначки надаватися фітінг. Якщо одна з труб є нерухомою, тоді муфта забивається на повний розмір. Підводиться другий елемент і з'єднувач акуратно зміщується, щоб рівномірно закрити патрубки.
- До контактів муфти підключаються штекери від зварювального апарату.
- Оптичним сканером зчитується інформація, нанесена на штрихкод і запускається процес.
- Агрегат сам визначить, яка температура і напруга необхідні, а також якої тривалості буде період охолодження. Важливо повністю витримати всі етапи. Тільки в цьому випадку можна говорити про надійність.
- Після завершення на місце зварювання обов'язково наноситься вся інформація про час, дату, операторі, температурі і напрузі.
Такі інструменти зазвичай використовуються на магістральних проміжках, де діаметри труби перевищують значення в 80 мм.
Процес електромуфтового зварювання труб показаний у відеоматеріалі:
Пайка

Правильніше буде сказати пайка встик. Використовується також для труб з поліетилену. Умовою для її здійснення буде рухливість двох сочленяющаяся частин. В іншому випадку процес буде порушений. За ефективністю вона не поступається електромуфтового. Для проведення робіт знадобиться модульний агрегат. Його складовими є гідравлічний блок, різак, паяльник і центратор. Щоб правильно ним скористатися, діють у такий спосіб:
- В спеціальні лещата монтуються вкладиші під розмір оброблюваної труби.
- Патрубки затискаються. Не варто старатися, якщо перетягнути болти, то торець втратить форму кола, що призведе до проблем.
- Спаюється ділянки очищаються від бруду і пилу.
- Будівельним ножем або іншим приладом ліквідується стружка на фаске, якщо вона присутня.
- На гідравлічному блоці потихеньку відкривається вентиль до початку руху складових на центратор. Значення тиску позначається як робоче.
- Деталі розлучаються, між ними вставляється торцеватели. Він запускається і знову здійснюється зсування. Після кількох обертів ножів, прилад можна забрати.
- Для перевірки правильності і рівності стику патрубки знову зсуваються і добре оглядаються.
- Стики обезжирюються розчинником або спиртовою серветкою.
- Паяльник ставиться на розігрів.
- після досягнення заданої температури, Він встановлюється між деталями.
- По таблиці виставляється тиск для пайки та модулі центратору знову зсуваються. Вони утримуються в напрузі до освіти напливу в 1 мм.
- Після цього тиск скидається, і вони прогріваються ще кілька секунд.
- Частини розсуваються і нагрівач забирається. Протягом 5 секунд їх необхідно знову зістикувати під напругою ще на 5 секунд. Після цього зусилля знімається і вичікувати час охолодження.
До закінчення часового проміжку, яке зазначено для охолодження, ні в якому разі не можна прибирати лещата або яким-небудь чином кантовать труби. Це може привести до розгерметизації.
з'єднання фланцем

Фланцеве з'єднання застосовується для труб з різних матеріалів. Спосіб його реалізації практично однаковий. Для труб з поліетилену потрібно:


У випадку з металевими трубами є й інший варіант, який не вимагає задіяння зварювання.
- Здійснюється вирівнювання торців. Вони повинні бути перпендикулярні осі труби. Важливо прибрати всі задирки.
- На труби надягають вільні фланці і зсуваються далі від краю.
- Наступним кроком натягується гумка. Буде потрібно залишити виступ приблизно на 10 мм.
- Кільця зсуваються один до одного і впираються в ущільнювачі.
- Фіксація здійснюється болтами, як описано вище.

Такий метод використовується нечасто і на тих ділянках, де немає великого тиску. Найчастіше фланець потрібно для того, щоб на розрив можна було встановити кран.
врізка

Для проведення таких робіт може знадобитися особлива кваліфікація і дозвіл від відповідних органів. Проводиться двома способами:
- Гарячим методом. У цьому випадку використовується газовий різак або дугового зварювальний апарат. Процес зводиться до вирізання в магістральній трубі отвори і фіксації відповідного перехідного елемента. При цьому на ділянці проведення робіт тиск повинен бути знижений до меж 40-150 кг на см2. При неправильному підході може обернутися загорянням і аварією.
- Холодним методом. У більшості випадків не потрібна зміна тиску. Всі дії здійснюються за допомогою спеціального пристосування. Саме його ми і розглянемо далі.

Насамперед ділянку, на якому будуть проводитися роботи, добре зачищається. Забирається утеплювач, фарба і іржа. На підготовлене місце приварюється спеціальний перехідник з плоскою засувкою. Методом опресування перевіряється якість виготовленого шва. Він повинен бути без раковин, а також здатним витримати плановане тиск. Далі послідовність така:
- Здійснюється складання сверлильного обладнання. При цьому важливо не забути встановити на підставу свердла магніт.
- До змонтованим раніше перехідникам кріпиться з'єднувач для бура.
- Проводяться виміри того, наскільки повинен бути опущений шток.
- Проміжна камера випробовується на передбачуване тиск повітряним компресором.
- Обертання від двигуна передаються на свердло через редуктор. Це дає можливість знизити обороти.
- Після проходження стінок, коронка піднімається на необхідний рівень і заслінка закривається.
- Тиск в камері скидається, і бур виймається разом з частиною труби.
- Встановлюється додаткова насадка, через яку здійснюється інспекція труби і видалення залишків стружки та іншого сміття.
- Надлишок тиску знову скидається. Знімаються всі додаткові деталі і монтується відводить магістраль.
- Заслінка виймається, і роз'єм під неї закривається зварювальним швом.
У цій статті описано більшість доступних способів з'єднання газових труб. Який буде потрібно в конкретному випадку, буде залежати від того, що передбачено проектом.
Відео
У цьому відеоролику показано, як поєднати газову колонку з газопроводом:
Існує безліч різновидів труб. У кожного з видів є своє значення і функції. Вибір в більшості випадків залежить від типу комунікацій і виконуваних функцій. Є також і універсальні труби, які можуть бути використані в різних системах. Але їх також потрібно знати і відрізняти.
Справа в тому, що, в разі неправильного вибору, можуть бути самі різні наслідки. І якщо вибір неправильних труб холодного водопостачання може виключно завдати шкоди матеріальним становищем господарів і сусідів, то неправильне з'єднання або вибір газопровідних або труб опалення може коштувати здоров'я і навіть життя.
Тому не варто зволікати, особливо з газифікацією.
Види газових труб
Ще зовсім недавно питання про види труб для газифікації і не стояло б, тому що вони були з одного єдиного матеріалу - сталі. І все, ніякої альтернативи і вибору. Але часи йдуть, технології не стоять на місці, і зараз сталь потихеньку витісняє полімер. А саме, спеціальний поліетилен, який проводиться під низьким тиском, відповідно, має високу щільність.
Крім цього, у поліетилену є ряд завидних переваг, причому і в питанні безпеки використання.
Газові труби ПНД не іржавіють, не піддаються корозії і не дають тріщин, навіть при перепадах температури. Для газу така стійкість дуже важлива, тому як має зберігатися постійний тиск, а мікротріщина чревата небезпечної витоком.

Поліетилен не вступає в хімічну реакцію і залишається нейтральним до рідин і газів. Завдяки міцності і еластичності матеріал може монтуватися навіть при мінусовій температурі і не втрачати міцності і своїх провідних здібностей до -45 градусів. До того ж він не є провідником електричного струму, відповідно, не схильний до електрохімічного руйнування.
І ще одна перевага - мала вага і простота з'єднання, що додає популярності.
Однак тут слід враховувати таку важливу деталь. Газопровідні труби, що заводяться в будинку, прокладаються виключно зі сталі, поліетилен використовується вже всередині квартир.
З'єднання газопровідних труб
Важливою деталлю в з'єднанні газових труб є їх перетин. Тобто, у випадку з розмірами перерізів ½-2 дюйма, застосовують зварні труби зі сталі з різьбленням. У разі ж якщо перетин перевищує 2 дюйма, застосовуються цільні безшовні сталеві труби. Вони йдуть в спеціальній джутовій оболонці. З'єднання у них йде різьбове або розтрубне. Поєднання газопровідних сталевих труб аналогічно з водопровідними елементами. Для цього використовуються спеціальні фітинги. Для того щоб ущільнити з'єднання, слід використовувати спеціальне конопляне волокно, яке можна просочувати лляною олією або оліфою. Також тут є обмеження: ущільнювачі, які ускладнюють розбирання труб, застосовувати категорично не можна.

Також при поєднанні труб крани перекриття, які встановлюються, чи не ущільнюються. При цьому всі елементи повинні щільно прилягати.
У разі ремонтних робіт, обов'язковою має бути перевірка газопровідних труб по закінченню. Для цього необхідно в труби подавати повітря під тиском, яке в кілька разів перевищує тиск газу. Обов'язково перед перевіркою перекрити відводи. У підсумку, якщо за 5 хвилин падає тиск більш ніж на 20 мм.в.с., це буде говорити про втрату герметичності. Найчастіше вона буває саме в місцях з'єднання, однак перевіряти необхідно весь ділянку труб.
Що в підсумку?
Фітинги, які існують для газових труб, є міцним і надійним з'єднанням, однак їх слід вибирати правильно. Вони повинні максимально щільно бути притиснутими до труб, але при цьому не мати зайвого ущільнювача. Також допускається з'єднання газопровідних елементів за допомогою зварювання. Залежно від матеріалу, з якого виготовлені вироби, вибирається спосіб зварювання і зварювальний апарат. У випадку зі сталевими трубами - це стандартний електричний, для полімерів апарат більш простий у використанні і вимагає менше витрат.

У будь-якому випадку, працюючи з газовими трубами, необхідно бути гранично уважними і обережними, особливо, коли мова йде про те, щоб правильно поєднати елементи.
Найважливіший етап - прокладка газопроводу до будівлі від основної магістралі. В процесі виконання даних робіт обов'язково виникне необхідність в з'єднанні трубопроводів.
Як з'єднувати газові труби при підключенні будинку до магістралі?
Різьбове з'єднання газових труб
Важливим параметром при з'єднанні сталевих трубопроводів є їх перетин. Для розмірів ½-2 дюйма використовуються зварні сталеві труби з різьбленням. Для розмірів понад 2 дюймів застосовуються безшовні цільні сталеві труби в джутовій оболонці з розтрубним або різьбових з'єднань.
Газопровідні сталеві трубопроводи поєднуються аналогічно елементів водопроводу з використанням фітингів. Для ущільнення з'єднань застосовується спеціальне конопляне волокно, просочене оліфою або лляною олією. При цьому не допускається використання будь-яких ущільнювачів, що ускладнюють розбирання газових труб. Установка кранів перекриття також здійснюється без ущільнення.
Після прокладки або ремонту обов'язкове перевірка газопроводу по закінченні робіт. Для цього необхідно перекрити всі відводи і подати в трубопровід повітря під тиском в кілька разів більше тиску газу. Якщо протягом 5 хв. тиск падає більш ніж на 20 мм водяного стовпа, має місце втрата герметичності. У більшості випадків пропуски фіксуються в місцях з'єднання труб, однак перевіряти слід всю ділянку.

За умови правильного вибору фітинги є досить надійним з'єднанням для газових труб. Вони повинні якомога щільніше притискатися до труб по можливості без використання додаткового ущільнювача. Така обережність необхідна, щоб не ускладнювати можливу розбирання труби. При з'єднанні сталевих газових труб фитингом робочий тиск не повинен перевищувати 5 бар.
У котельних газопроводи з'єднують різьбовими муфтами на короткій і / або довгому різьбленні. Для ущільнення стиків використовують льняне пасмо з суриком, змішану зі свинцевими білилами або затерті на натуральній оліфі. Ущільнювальну пасмо намотують на нарізку тонким рівним шаром.
Сварка газових труб
Для суміщення трубопроводів можна використовувати пристрої електродугової і газового зварювання. Спочатку готуються кромки з'єднуються труб. Щоб отримати якісний шов, Їх необхідно очистити від будь-яких забруднень. Після цього потрібно зробити скіс. Він дозволяє отримати міцний і герметичний шов, оскільки розплавлений метал повністю заповнює площу з'єднання.
У більшості випадків використовується ручна або напівавтоматична електродугове зварювання. При зварці оптимальний діаметр електродів від 3 до 4 мм. Товщина стінок газових трубопроводів повинна бути не більше 5 мм. Крім підготовки крайок (ширина мінімум 1 см) необхідно додатково виконати скоси. Далі здійснюється центрування і прихватка рівномірно в 3-4 місцях. Після цього виконується зварювання в 2 шари. Щоб отримати герметичне з'єднання, при виконанні остаточного шва важливо захопити прилеглі зони виробів.
При газовому зварюванні зазвичай вистачає одного проходу. Товщина стінок газових трубопроводів повинна бути не більше 4 мм. В іншому випадку зона шва буде перегріватися, що негативно позначиться на міцності з'єднання. Щоб уникнути непровару, закінчення шва потрібно виконувати з деяким накладенням. При виборі матеріалу присадки слід враховувати марку стали газової труби.
поліетиленові труби

Поліетиленові труби мають високу щільність, оскільки виробляються під низьким тиском. Газові труби з поліетилену не страждають від корозії, не дають тріщин при перепадах температур, мають інші важливі переваги в питаннях безпеки експлуатації. Наприклад, поліетилен не схильний до електрохімічного впливу, залишається нейтральним до газам і рідинам. Еластичність і міцність дозволяє використовувати даний матеріал при температурах до -45 ° C.
При цьому поліетиленові труби мало важать і досить просто з'єднуються. Для суміщення трубопроводів використовуються прості у використанні і не вимагають істотних витрат спеціальні зварювальні апарати, а також електрозварювальні фітинги. Важлива деталь: в даний час в будинку заводяться виключно сталеві газопроводи, а поліетилен можна використовувати вже всередині будівель.